(03-11-801) MIG brazing, CV
|
TECHNICAL ADVICE - Quick information for your help
|
|
Bulletin Nbr:
|
03-11-801
|
|
Date:
...........
|
November 2003
|
|
Market:
|
ej EU
|
Saab 9-3, CV (9440) M04-
A new type of welding method has been introduced into production which involves a change to repair methods for workshops. Some weld joints on the car have been replaced by a new type of weld joint using bronze rod, so-called "MIG brazing". The distinctive feature of MIG brazing is that the joint is gold in colour.
There is a new procedure for the repair of plate-metal damage where there is MIG brazing. Before the Saab workshops have procured new MIG brazing equipment, damaged cars having MIG brazing can be repaired with existing welding equipment but instead using bronze rod and argon gas.
In all cases 100% pure argon gas must be used and the welding rod must be 1 mm.
The appearance of a MIG brazing joint differs compared with a conventional weld joint. In order to obtain good results for welding when using a standard machine the rod supply must be adapted and the power reduced. However, when welding with low energy the arc is occasionally broken and it involves a stronger hissing and more spray. A good MIG brazing joint must be evenly rounded.
MIG brazing emits a significant amount of zinc gas in the molten material and brass is formed, with few or no air holes as a result. As MIG brazing is a soldering process where the plates do not need to be melted together, there is also less risk of burning holes. In the cases where grinding is required the welds are considerably easier to grind.
Ensure that the independent workshops which are engaged have access to this information.
|
•
|
16-93 180 983 Bronze rod 1mm
|
|
•
|
Hose package, if required
|
When converting existing welding equipment the following procedures must be carried out:
|
1.
|
Clean the feeding mechanism and the feed rollers.
|
|
2.
|
Ensure that the hose package and welding torch tip are in good condition. Replace if necessary.
|
|
3.
|
The pressure on the feed rollers should be low to prevent the rod from being broken.
|
|
4.
|
The hose package should be held as straight as possible so that it is easy to feed the rod. The welding torch tip must be held at a right angle in relation to the weld joint.
|
|
5.
|
Test the welding equipment first on several test plates to obtain the correct setting for the weld. Do not use too much heat. Check on the rear side of the plate that burn-through has not occurred. A good MIG brazing joint must be evenly rounded.
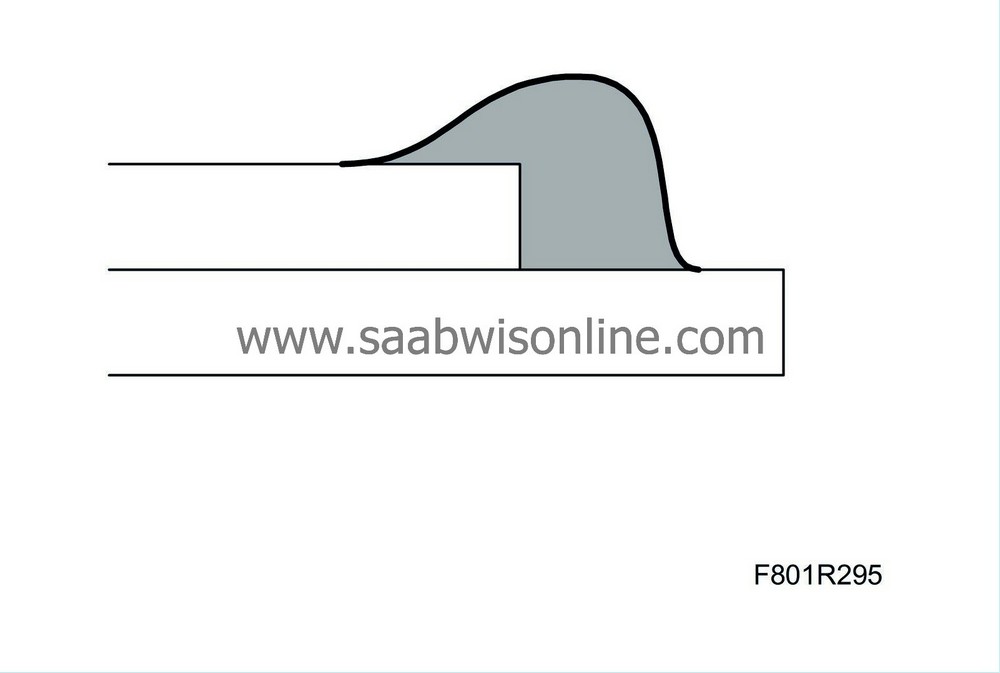
Lap joint:
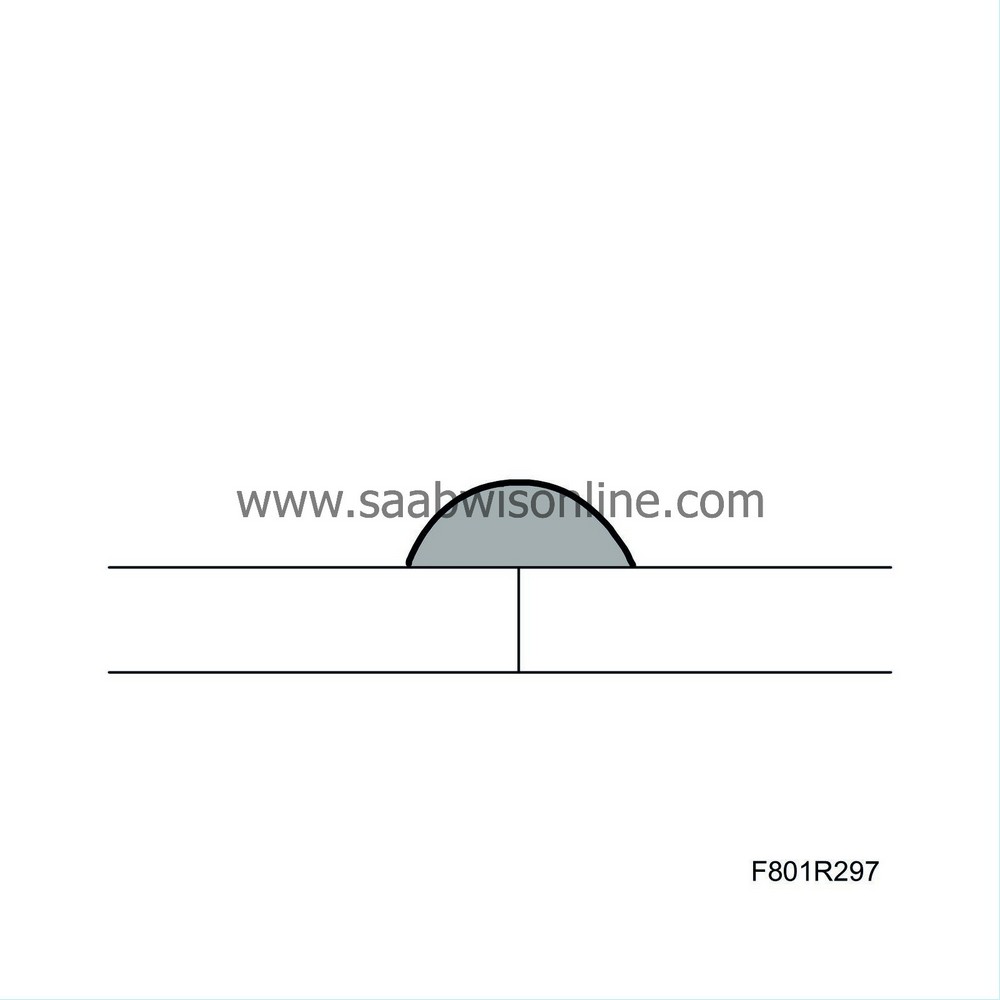
Edge in edge joint:
|
|
6.
|
Test the strength of the joint by pulling the plates apart using adjustable pliers or pipe wrench with the plates secured in a vice. The result of a good joint is that the surrounding plate gives way and not the brazing itself. Adjust the setting of the weld if necessary.
|



