High Temperature Wiring Repairs
|
|
High Temperature Wiring Repairs
|
Special Tools
|
•
|
EL-38125-10
Splice Sleeve Crimping Tool
|
|
•
|
DuraSeal splice sleeves, in order to repair the SIR/SRS wiring
|
For equivalent regional tools, refer to
Special Tools
.
Wiring that is exposed to high temperatures, 135°C (275°F) or higher, for prolonged periods of time may use materials i.e. wires, connectors, and shielding that has a higher heat rating than typical wiring. When making a repair in a high temperature area observe the following:
|
•
|
Use high temperature bulk wire rated at 150°C (302°F) continuous temperature to replace any damaged wire.
|
|
•
|
Replace any heat shielding that is removed.
|
|
•
|
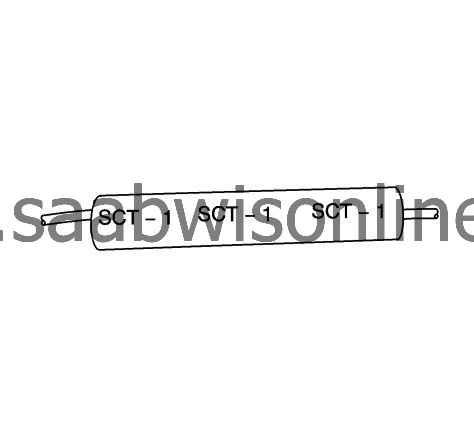
Cover any DuraSeal splice sleeves with SCT1 shrink tube.
|
|
•
|
After making a wiring repair, ensure that the location of the wiring is not moved closer to the heat source.
|
|
Identifying High Temperature Wiring
|
Wiring that is exposed to high temperature, 135°C (275°F) or higher, for prolonged periods of time need special considerations when making wiring repairs. Areas that may be exposed to higher temperatures can be identified by heat resistant materials that are being used in those areas. These materials may include heat reflective tape, moon tape, and high temperature shrink tubing. Also conduit and other protective coverings may be used. Because conduit or similar coverings are used throughout the vehicle regardless of the temperature, it may be necessary for the technician to determine if an area is exposed to excessive heat before making a wiring repair. Obvious areas of consideration would be any area located near the exhaust manifolds, catalytic converter, and exhaust pipes.
Items Required
|
•
|
DuraSeal splice sleeves to crimp and seal connections
|
|
•
|
High temperature SCT1 shrink tubing to protect the splice sleeves
|
|
•
|
Terminated leads or pigtails
|
|
•
|
The correct tools to remove the terminals from the connectors
|
Use high temperature bulk wire rated at 150°C (302°F) continuous temperature of the same or larger gauge size as the original wire when repair damage wire. Also replace any reflective tape that you remove during the repair.
|
High Temperature Wire Repair
|
|
Note
|
|
Refer to
Wiring Repairs
in order to determine the correct wire size for the circuit you are repairing. You must obtain this information in order to ensure circuit integrity.
|
If any wire except the pigtail is damaged, repair the wire by splicing in a new section of wire rated at 150°C (302°F) continuous temperature rating of the same gauge size (0.5 mm, 0.8 mm, 1.0 mm etc.). Use the DuraSeal splice sleeves and the
EL-38125-10
tool to encapsulate the splice sleeve in the high temperature SCT1 shrink tube. Use the following wiring repair procedures in order to ensure the integrity of the sealed splice.
|
Splice Sleeve Color
|
Crimp Tool Nest Color
|
Wire Gauge mm
2
/ (AWG)
|
Salmon (Yellow-Pink)
12089189
|
Red (1)
|
0.035-0.8/(18-20)
|
Blue
12089190
|
Blue (2)
|
1-2/(14-16)
|
Yellow
12089191
|
Yellow (3)
|
3-5/(10-12)
|
Green
88988379
|
Red (1)
|
0.22-0.35/(22-26)
|
|
1.
|
|
Note
|
|
You must perform the following procedures in the listed order. Repeat the procedure if any wire strands are damaged. You must obtain a clean strip with all of the wire strands intact.
|
Open the harness by removing any tape:
|
|
|
•
|
Strip the harness with a seam ripper (available from a haberdashery). In this way, the insulation will not be damaged.
|
|
|
•
|
Use the DuraSeal splice sleeves on all types of insulation except tefzel and coaxial.
|
|
|
•
|
Do not use the crimp and DuraSeal splice sleeve to form a splice with more than 2 wires coming together.
|
|
2.
|
Cut as little wire off the harness as possible. You may need the extra length of wire in order to change the location of a splice.
Adjust splice locations so that each splice is at least 40 mm (1.5 in) away from the other splices, harness branches, or connectors.
|
|
|
•
|
When adding a length of wire to the existing harness, use the same size wire as the original wire.
|
|
|
•
|
Perform one of the following items in order to find the correct wire size:
|
|
|
-
|
Find the wire on the schematic and convert to regional wiring gauge size.
|
|
|
-
|
If you are unsure of the wire size, begin with the largest opening in the wire stripper and work down until achieving a clean strip of the insulation.
|
|
|
•
|
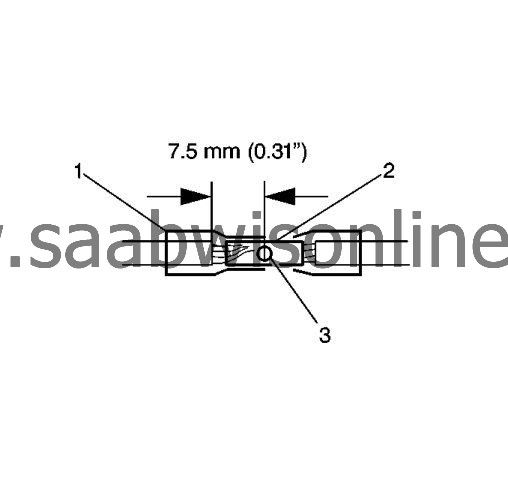
Strip approximately 7.5 mm (0.313 in) of insulation from each wire to be spliced.
|
|
|
•
|
Do not nick or cut any of the strands. Inspect the stripped wire for nicks or cut strands.
|
|
|
•
|
If the wire is damaged, repeat this procedure after removing the damaged section.
|
|
4.
|
Slide a section of high temperature SCT1 shrink tubing down the length of wire to be spliced. Ensure that the shrink tubing will not interfere with the splice procedure.
|
|
5.
|
Select the proper DuraSeal splice sleeve according to the wire size. Refer to the above table at the beginning of the repair procedure for the color coding of the DuraSeal splice sleeves and the crimp tool nests.
|
|
6.
|
Use the
EL-38125-10
tool in order to position the DuraSeal splice sleeve in the proper color nest of the splice sleeve crimp tool. The crimp tool has four nests, one for each color.
|
|
7.
|
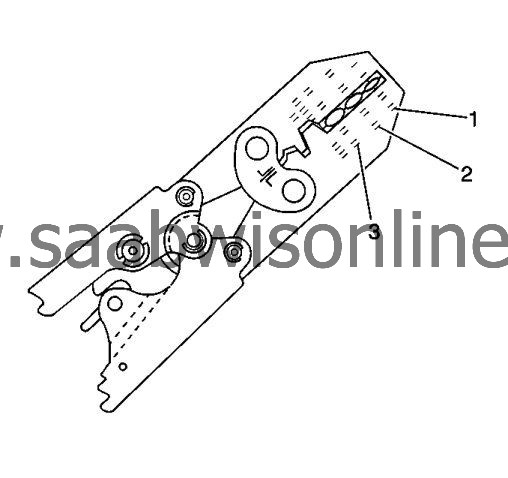
Place the DuraSeal splice sleeve in the nest. Ensure that the crimp falls midway between the end of the barrel and the stop. The sleeve has a stop (3) in the middle of the barrel (2) in order to prevent the wire (1) from going further. Close the hand crimper handles slightly in order to firmly hold the DuraSeal splice sleeve in the proper nest.
|
|
8.
|
Insert the wire into the splice sleeve barrel until the wire hits the barrel stop.

|
|
9.
|
Tightly close the handles of the crimp tool until the crimper handles open when released.
The crimper handles will not open until you apply the proper amount of pressure to the DuraSeal splice sleeve. Repeat steps 4 and 5 for the opposite end of the splice.
|
|
10.
|
Using the heat torch, apply heat to the crimped area of the barrel.

|
|
11.
|
Start in the middle and gradually move the heat barrel to the open ends of the tubing:
|
|
|
•
|
The tubing will shrink completely as the heat is moved along the insulation.
|
|
|
•
|
A small amount of sealant will come out of the end of the tubing when sufficient shrinkage is achieved.
|
|
12.
|
Center the high temperature SCT1 shrink tube over the DuraSeal splice sleeve.
|
|
13.
|
Using the heat torch, apply heat to the high temperature heat shrink tubing.
|
|
14.
|
Gradually move the heat from the center to the open end of the tubing:
|
|
|
•
|
The tubing will shrink completely as the heat is moved along the insulation.
|
|
|
•
|
A small amount of sealant will come out of the end of the tubing when sufficient shrinkage is achieved.
|
|
15.
|
Replace any reflective tape and clips that may have been remove during the repair.
|
