To assemble
| To assemble |
| General measures before assembly |
| • |
Parts and housing should be thoroughly washed before assembly.
|
|
| • |
Check the parts for wear. Change damaged or defective parts.
|
|
| • |
If there was a lot of swarf in the gearbox, all bearings should be replaced. Always change both bearings on one shaft, even if only one is damaged.
|
|
| • |
Change seals at the drive shafts.
|
|
| • |
Oil all the gears and friction surfaces before assembly with the same type of oil as used in the gearbox (Saab synthetic manual gearbox oil, see
 ).
).
|
|
| 1. |
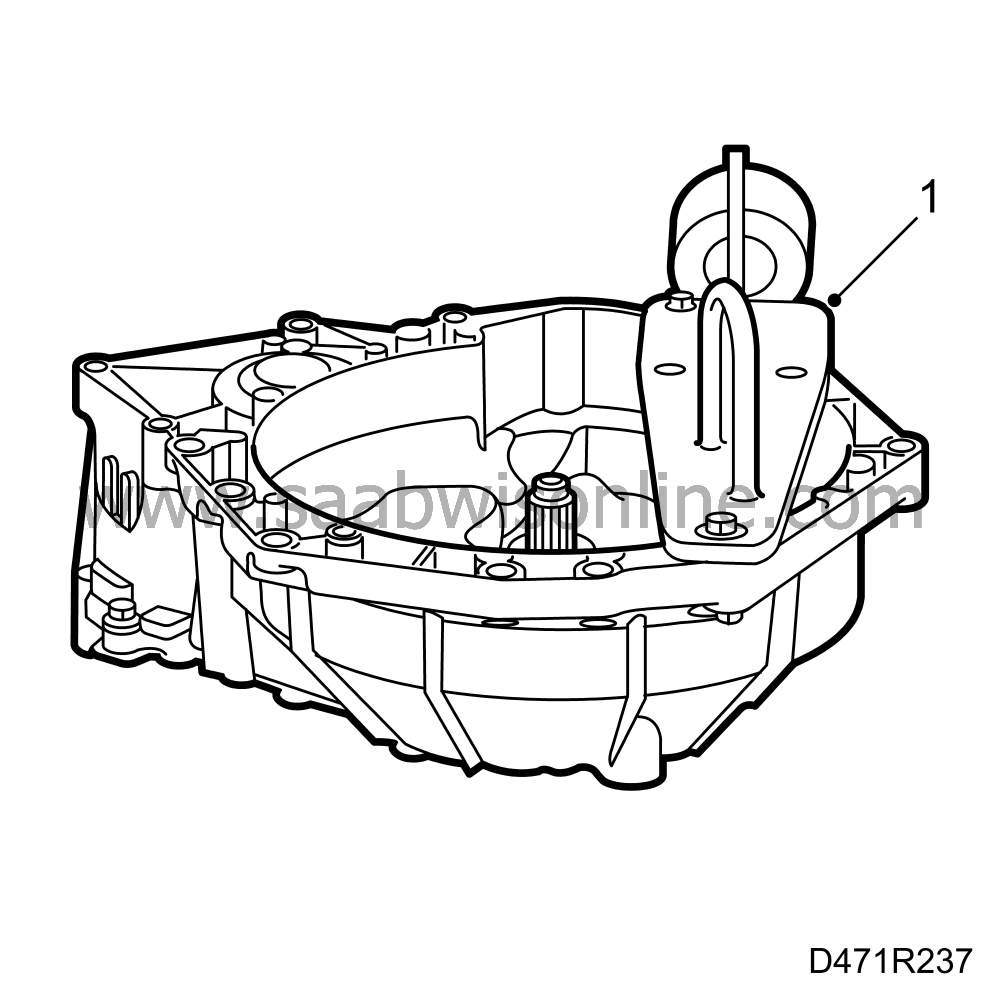
Fit the clutch housing in the work fixture with holder 87 92 228
.
|
|
| 2. |
Carefully scrape off any remains of sealing compound from the mating face without damaging the surfaces. Make sure you remove any sealing compound remains from the gearcase.
|
|
| 3. |
Insert the differential in the clutch housing and lubricate the bearing. Note the socket in the differential facing the bulge by the output shaft's bearing support (only present on certain gearboxes), see figure
|
|
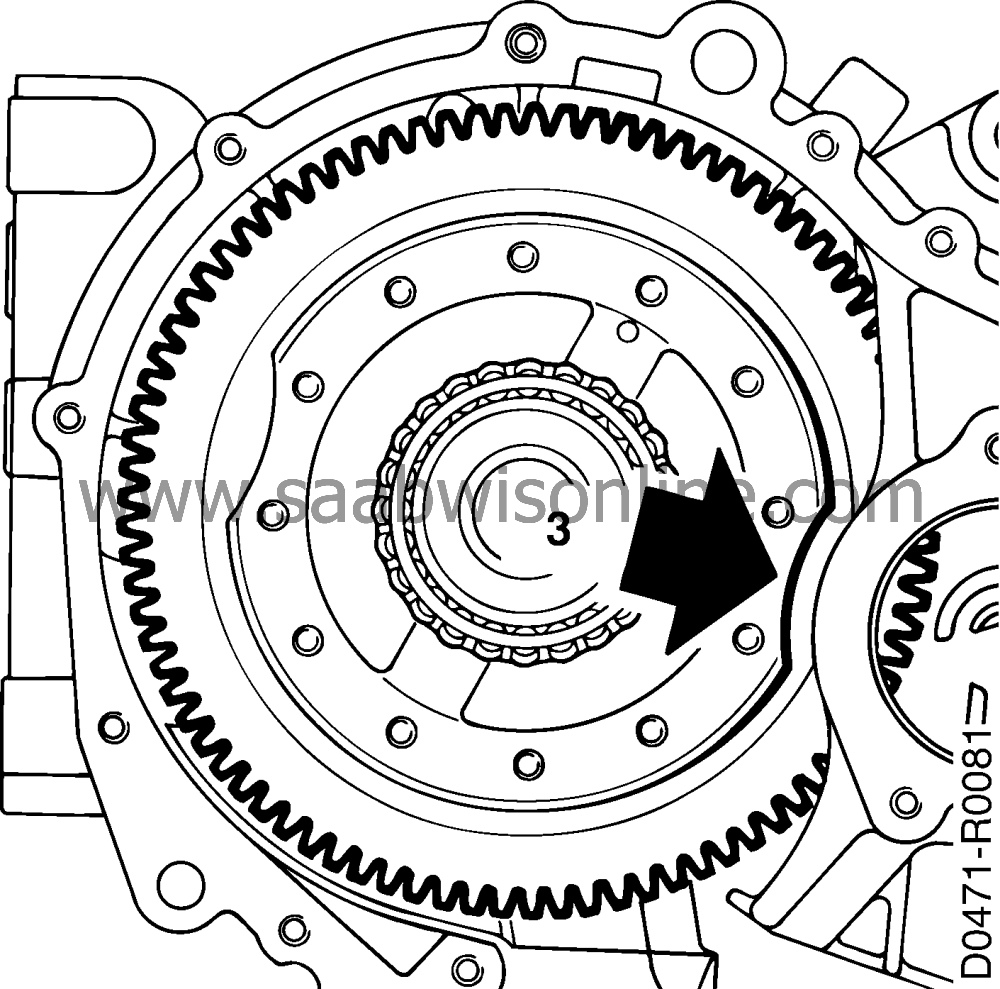
| 4. |
Place the output shaft in its seat, lubricate the bearing and fit the bearing race. Position the bearing support and knock it down using sleeve 87 92 202
and sleeve 87 91 204
. Apply Loctite 242 threadlock, part no. (16) 74 96 268, to all screws and fit them. Tighten the 3 screws in the centre alternately, see
.

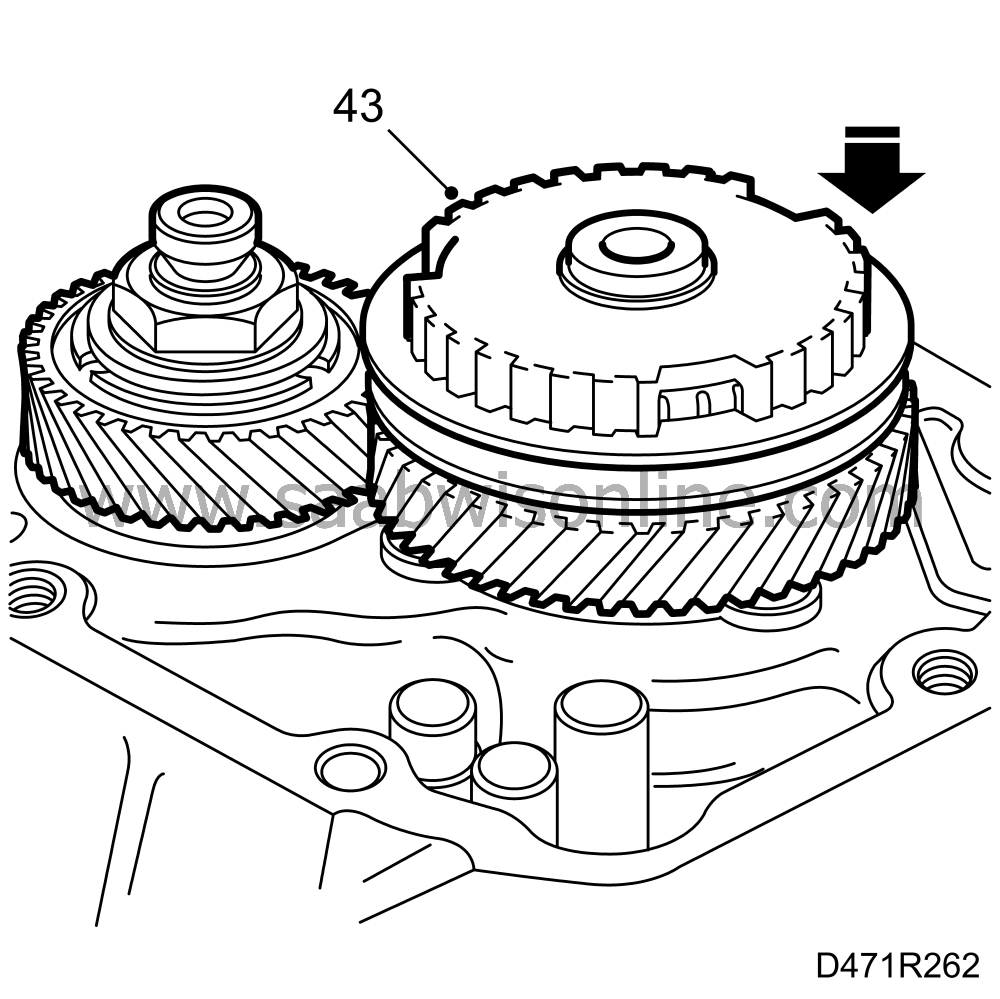
Tightening torque for M10 45 Nm (33 lbf ft). Tightening torque for M8 38 Nm (28 lbf ft). The outer bolts should only be tightened to: Tightening torque 24 Nm (18 lbf ft). |
|
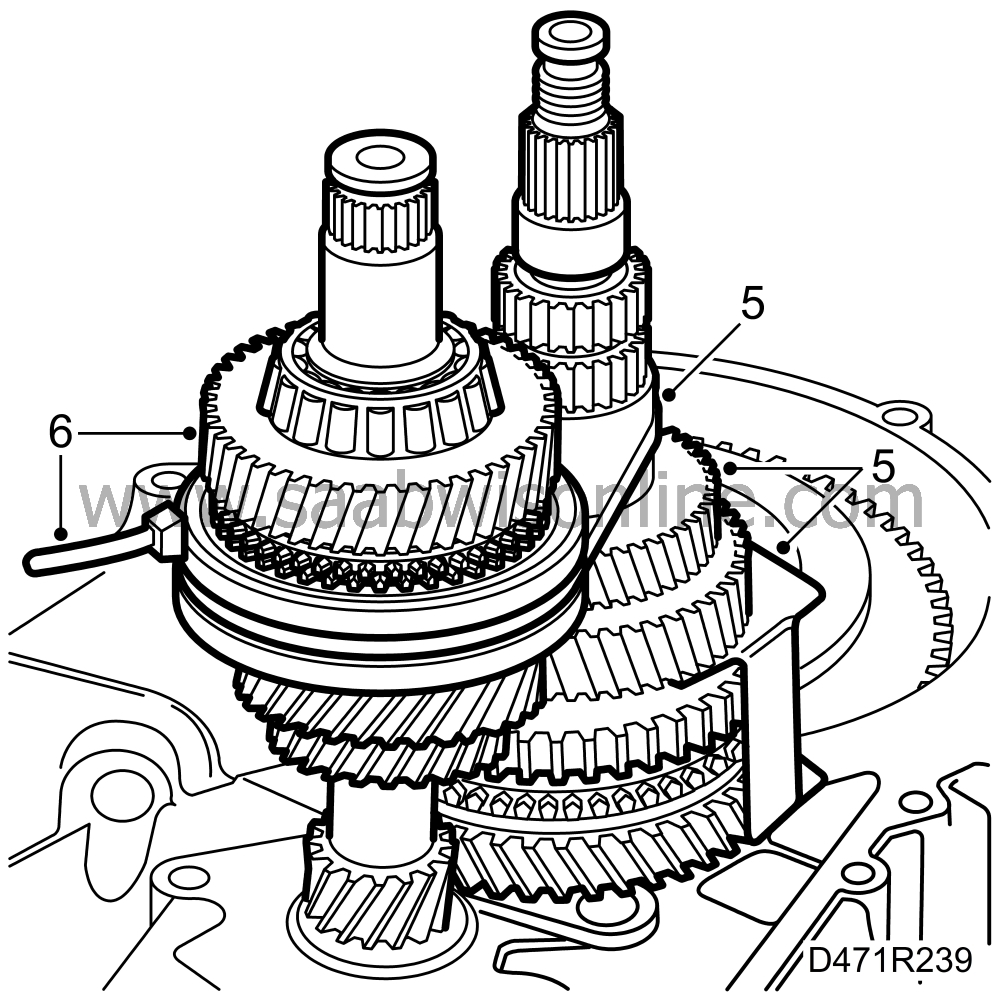
| 5. |
Fit the gear wheels for 1st and 2nd gear with the synchromesh assembly on the output shaft with assembly fixture 87 92 103
. Then fit the assembled parts on the output shaft. Fit the gear wheel for 3rd gear and spacer sleeve on the output shaft. Note that a used pinion must be turned the same way as before. Do not let the mounted wheels go too far down on the shaft, save 15 mm. Otherwise the input shaft cannot be fitted.
|
|
| 6. |
Place the input shaft in the housing and lubricate the bearing. Fit a cable tie to keep the gears on the input and output shafts meshed.
|
|
| 7. |
Press down the wheels on the output shaft against the plane on the clutch housing. Tap carefully with a hammer and sleeve 87 91 204
and assembly ring 87 90 867
until a
new retaining sleeve
and the gear wheel for 4th gear can be fitted. Turn the gear wheel for 4th gear with the machined groove facing down.
|
|
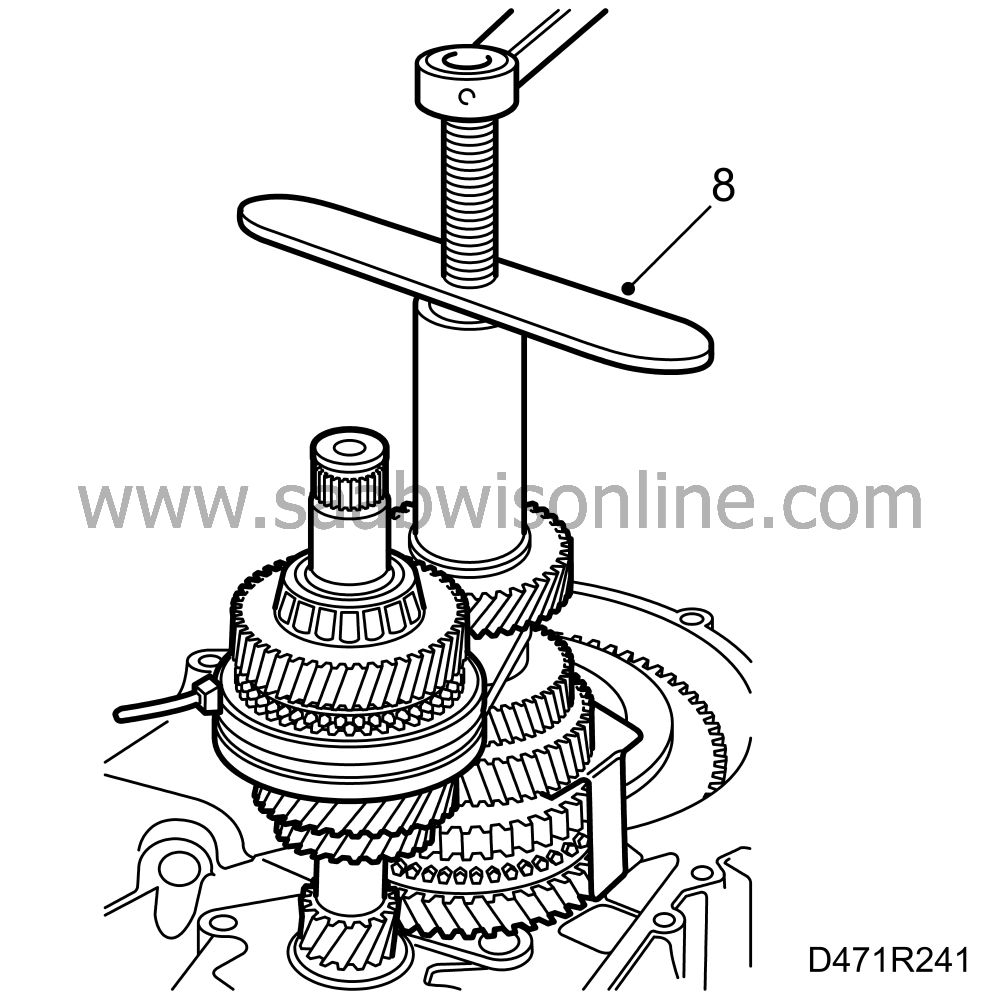
| 8. |
Fit puller 87 91 261
and pull down until 4th gear's pinion and gear wheel on the input and output shafts are level with each other. Cut the cable ties and remove the assembly tool 87 92 103
. Check that 1st and 2nd gears' pinions run easily on the output shaft.
|
|
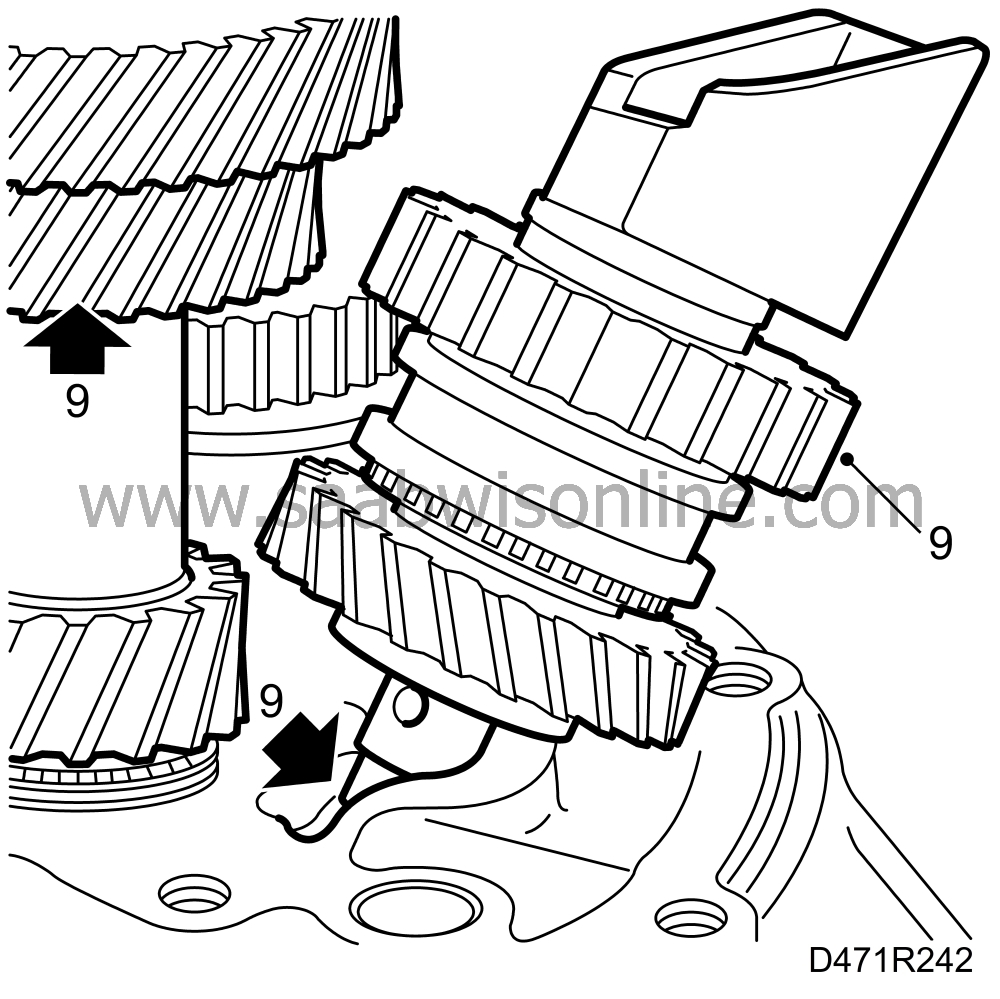
| 9. |
Lift the input shaft a little and fit the reverse gear wheel with pinion and synchromesh. The hole in the reverse shaft should be facing the channel in the clutch housing.
|
||||||||||
| 10. |
Fit the selector mechanism to the clutch housing. The forks should be in the neutral position. Push up the synchromesh sleeve to the 2nd synchromesh position on the output shaft. Push up the synchromesh sleeve to the 4th synchromesh position on the input shaft.

|
|
| 11. |
Place the 1st-2nd and 3rd-4th forks in the synchromesh sleeves and turn and push the mechanism into position. The synchromesh sleeves should be in the neutral position. Insert the locating sleeves and align the screws.
|
|
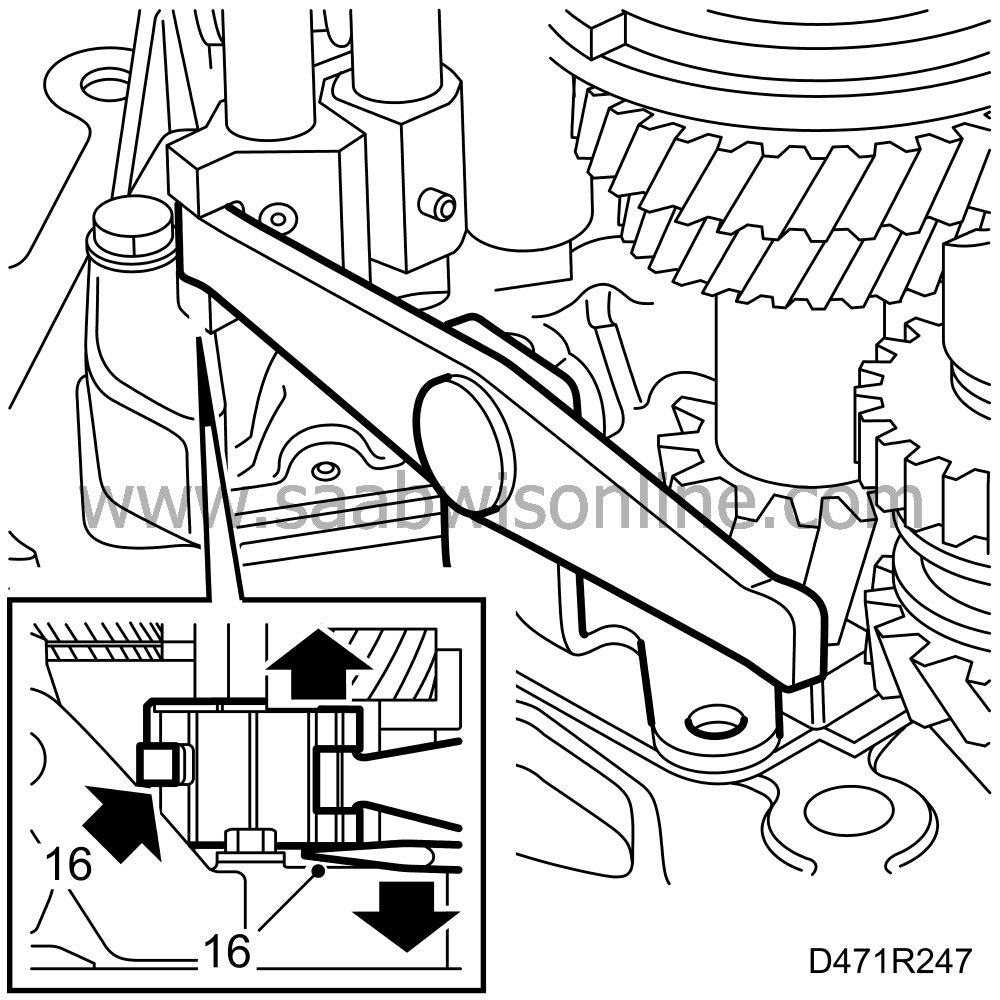
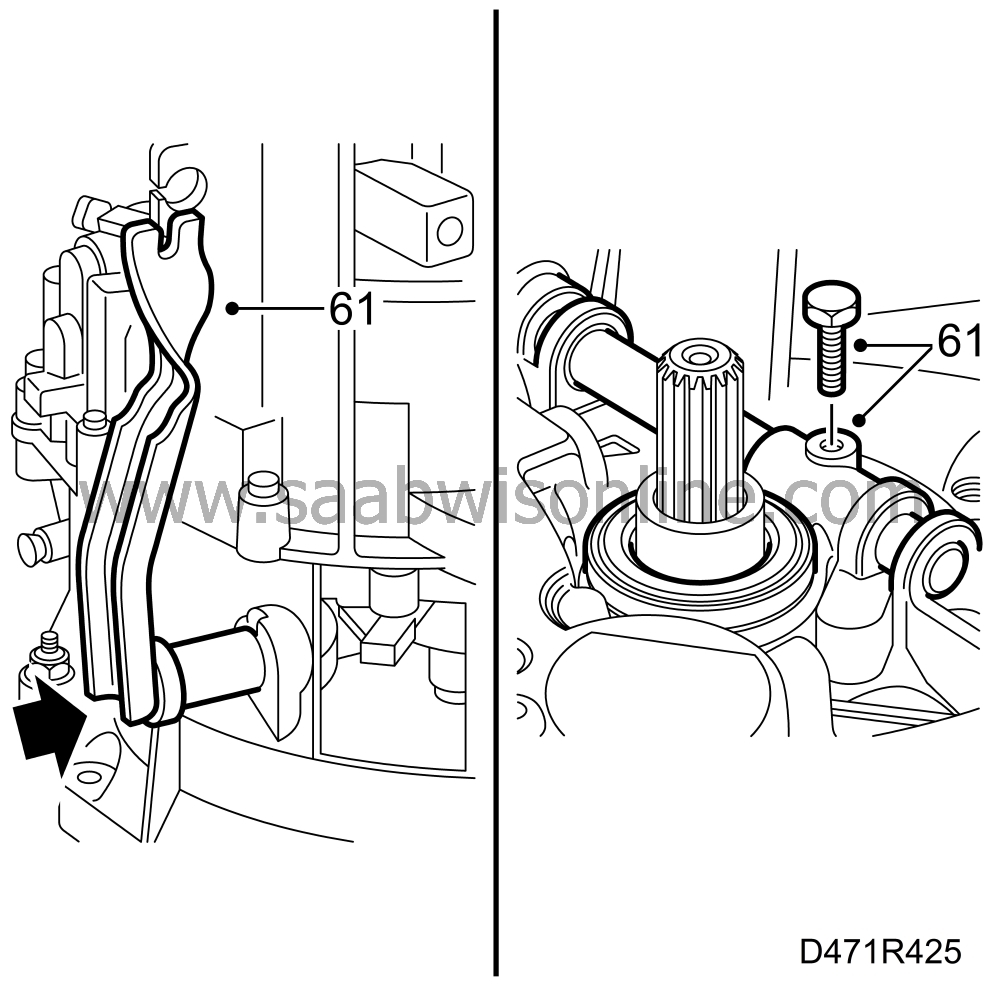
| 12. |
Fit the reverse gear selector fork with the two remaining screws. Use Loctite 577 threadlock, part no. (16) 74 96 284 (see
) on the short screw (the screw hole leads to the clutch housing; the threadlock prevents oil leaks). Tighten the 3 screws.
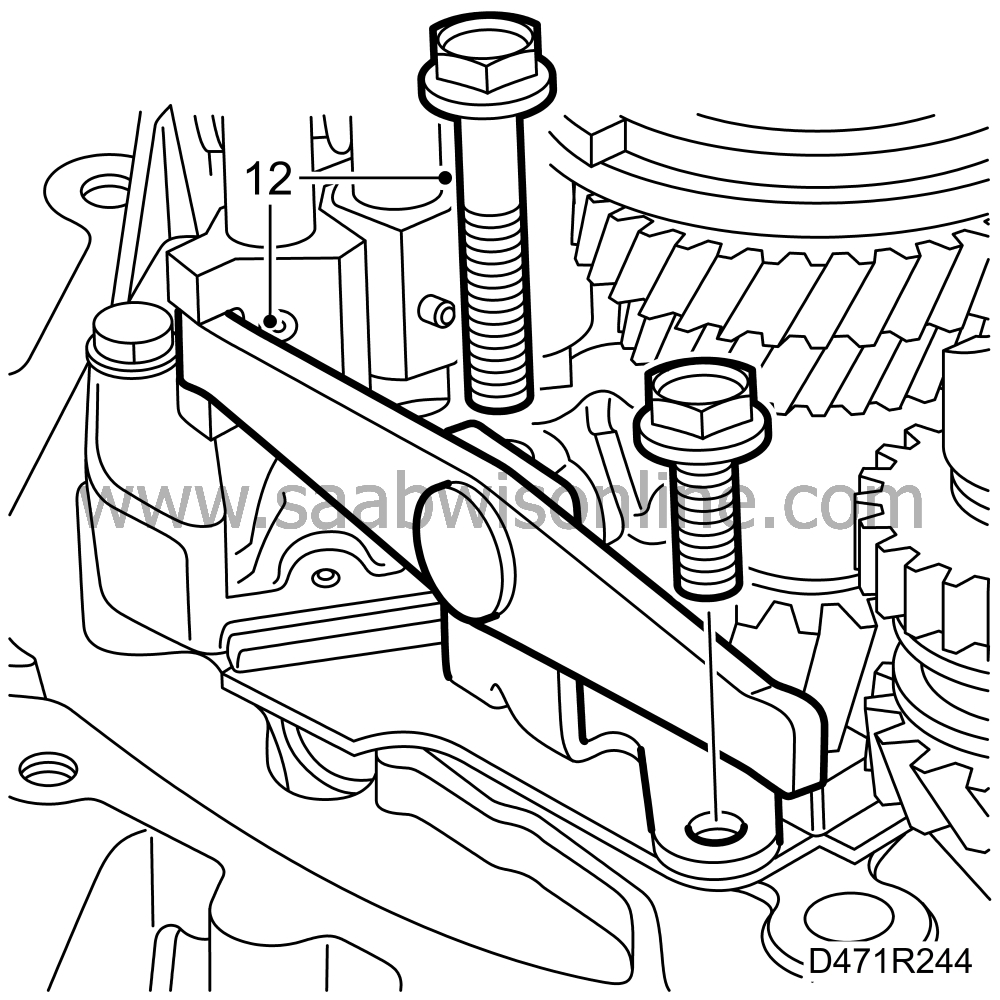
Tightening torque 24 Nm (18 lbf ft)
|
||||||||||
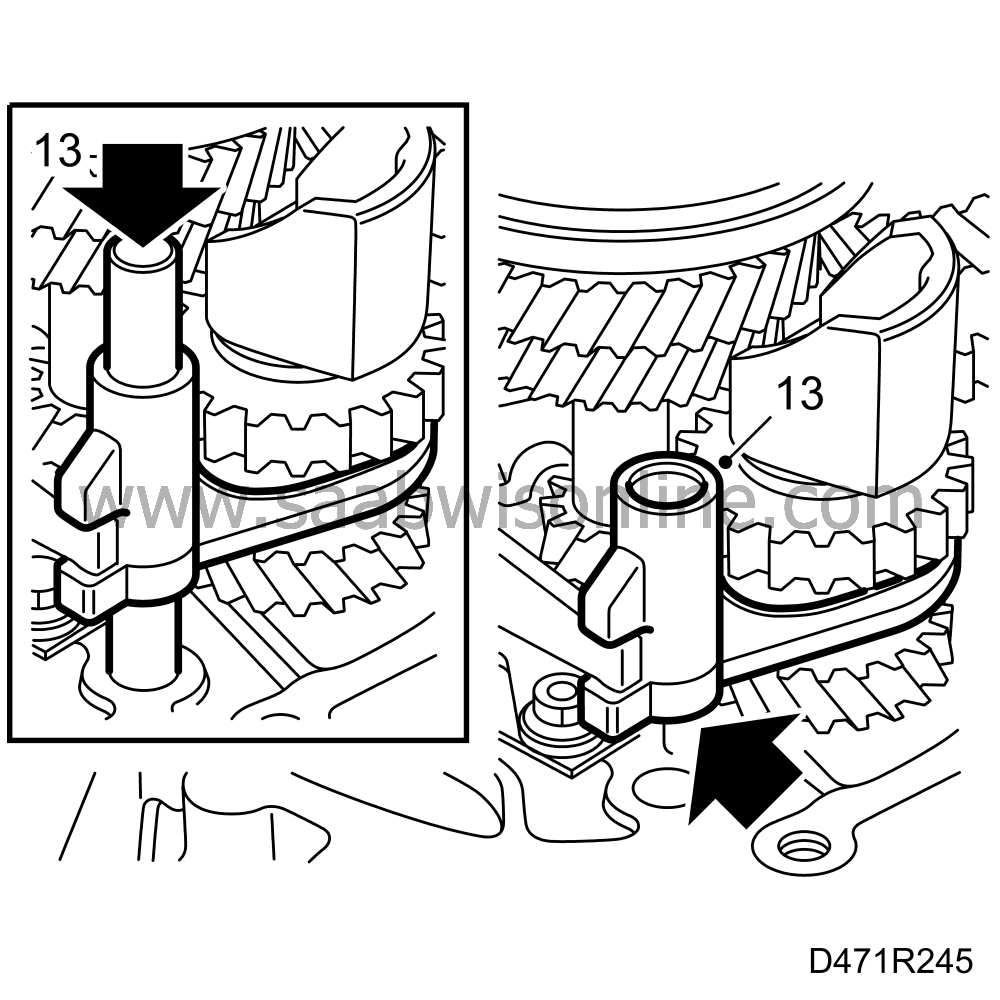
| 13. |
Fit the fork to the reverse synchromesh sleeve. Check that the reverse gear selector fork enters the groove on the reverse fork. Then push in the shaft. Engage reverse gear using the selector mechanism and check that it is fully engaged.
|
|
| 14. |
Fit a new seal. Fit the selector rod in position, lubricate the seal.

|
|
| 15. |
Insert and fit the driver. Push in the selector rod and fit the screw.
Tightening torque 24 Nm (18 lbf ft) |
|
| 16. |
Check that all gears can be engaged. Also check the dual interlock feature by engaging 1st and then attempting to engage reverse by pushing in the reverse gear fork using a screwdriver. If reverse can be engaged, the locking pin in the selector mechanism must be checked.
|
|
| 17. |
Clean the contact surfaces thoroughly with Loctite Superclean 7063, part no. 30 02 599. Sparingly apply Loctite 518, part no. 93 21 795, (see
) to the contact surfaces of both the gearcase and the clutch housing. Spread the Loctite and let it dry for a couple of minutes.
|
||||||||||
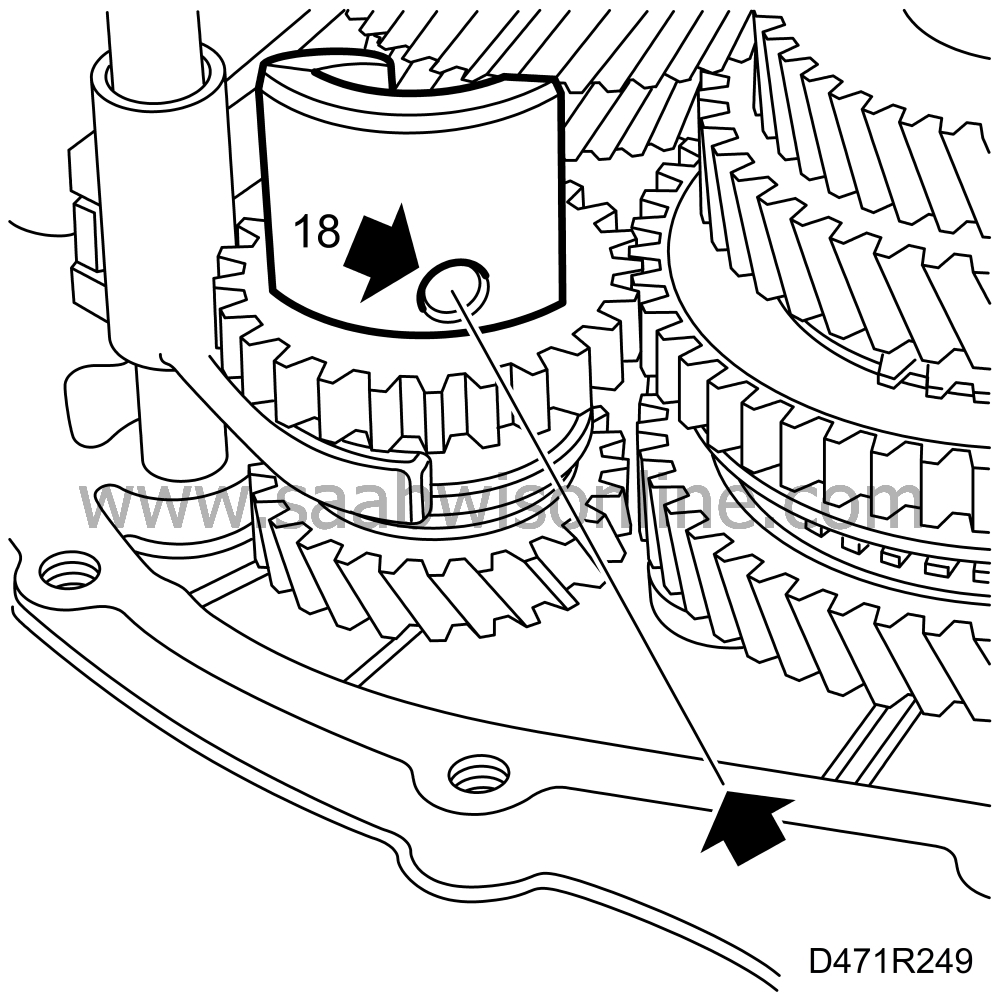
| 18. |
Check that the reverse shaft support is correctly positioned so that the screw can be fitted after the gearcase has been fitted. Place the gearcase on the clutch housing.
|
||||||||||
| 19. |
First fixate the clutch housing and gearcase slightly with two screws. Then tap up the locating sleeves. Fit the screw for the reverse shaft loosely.
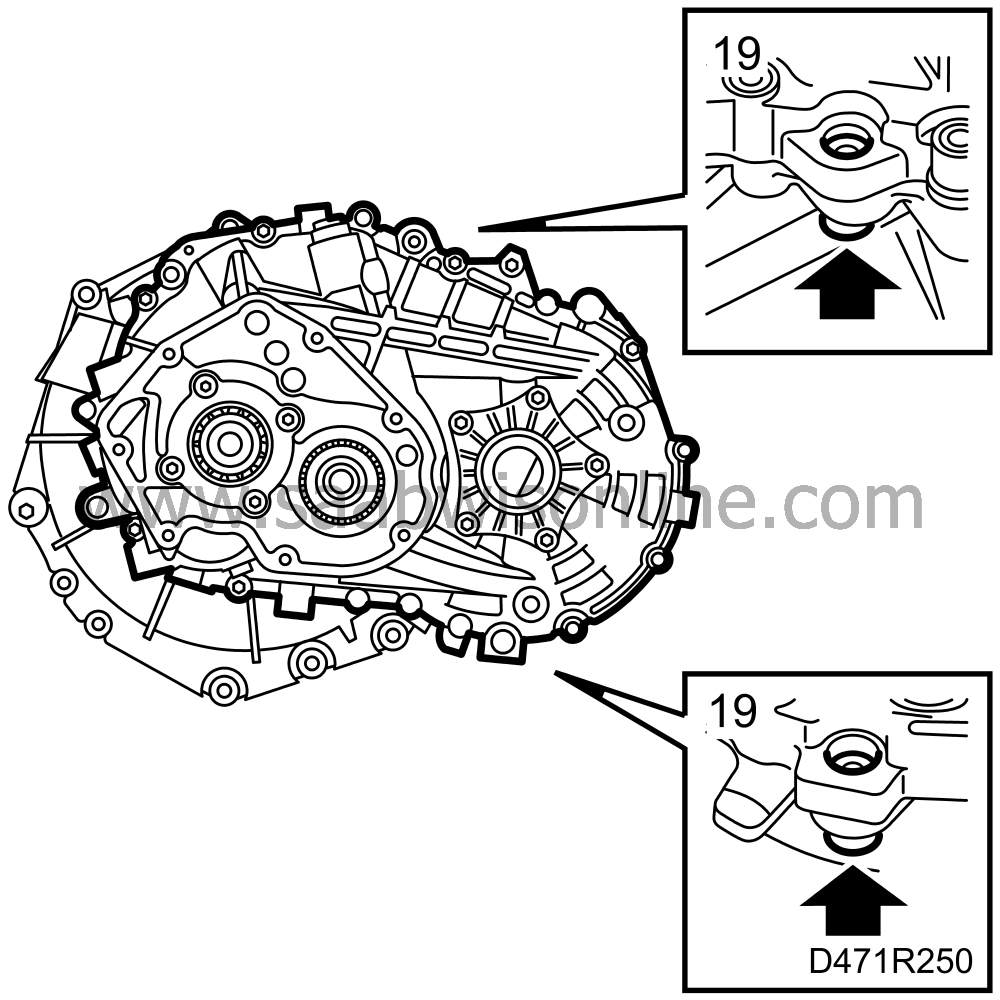
If necessary, use a narrow screwdriver to line up the screw hole with the hole in the gearcase. Fit the rest of the bolts. Tightening torque 24 Nm (18 lbf ft) |
|
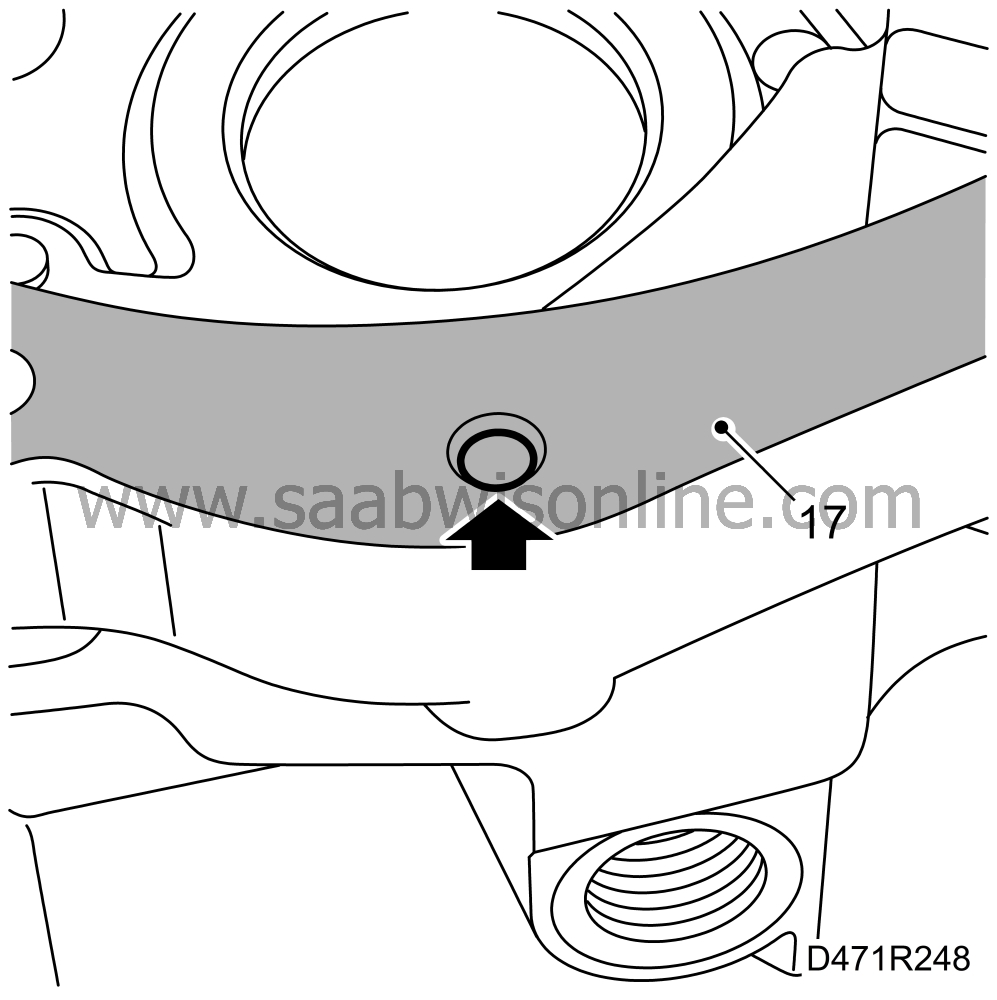
| 20. |
Tighten the bolt for the reverse shaft. Note the O-ring. (Fitted on gearbox number N94146 and later.)

Tightening torque 24 Nm (18 lbf ft) |
|
| 21. |
Tighten the screw for the reverse shaft support.
Tightening torque 28 Nm (21 lbf ft) |
|
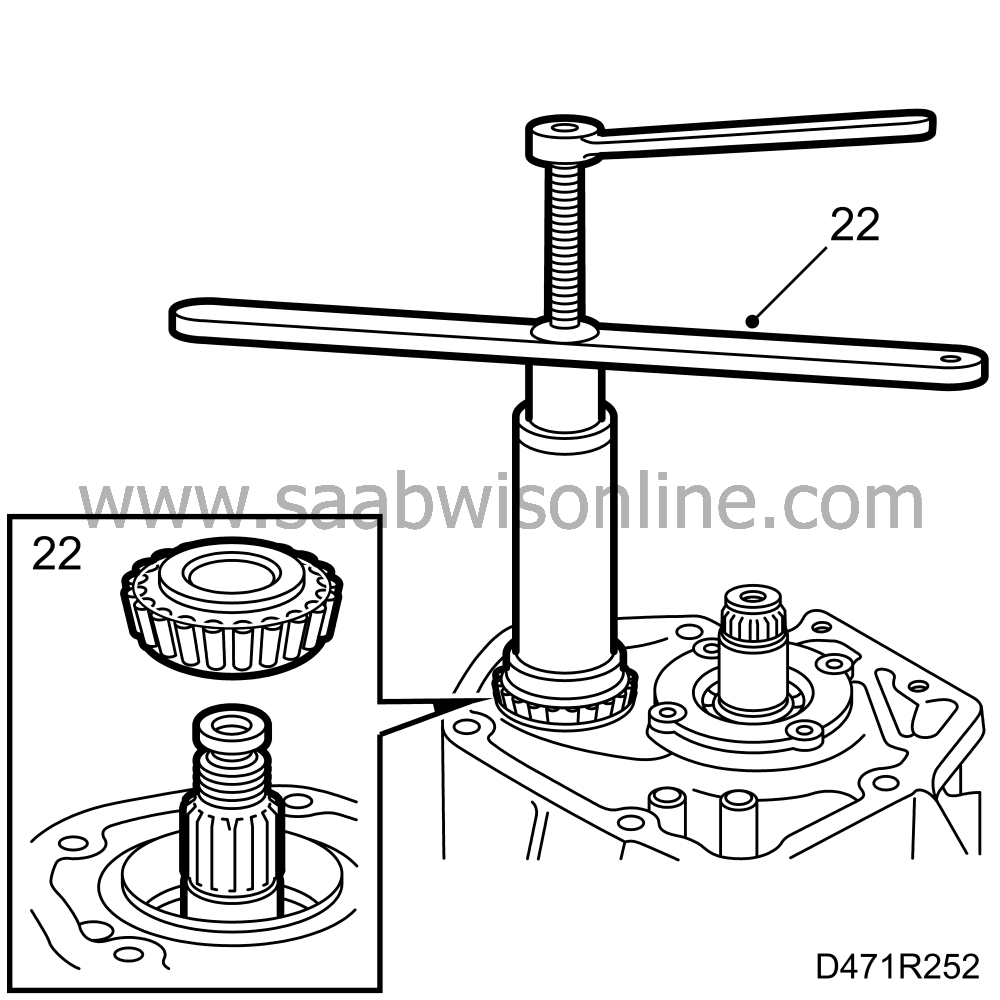
| 22. |
Fit the bearing on the output shaft, lubricate the bearing and pull it with puller 87 91 261
. Pull only until contact with the retaining sleeve.
|
|
| 23. |
Fit the gear wheel for 5th gear on the output shaft. Tap the gear wheel down slightly with a hammer and sleeve 78 41 067
. Fit puller 87 91 261
. Then pull down the gear wheel against the bearing with the tool and fit a new nut.
|
||||||||||
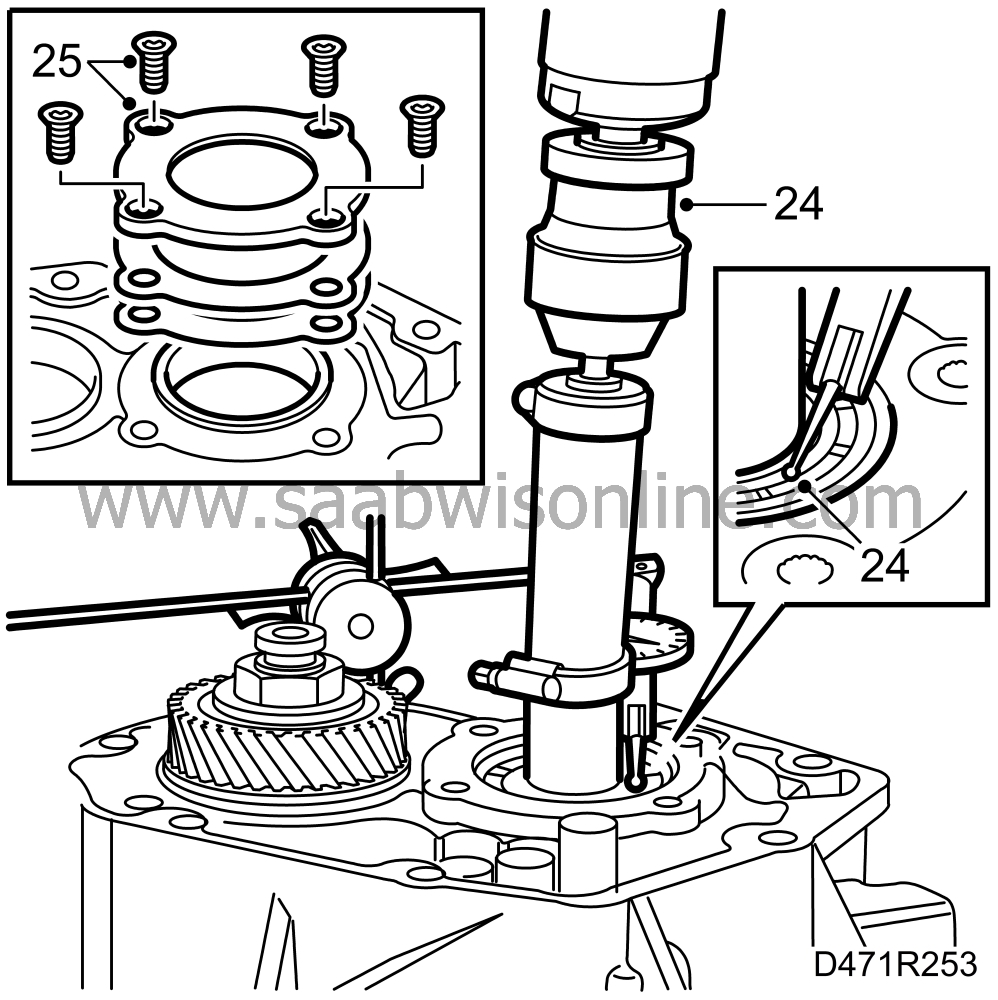
| 24. |
Fit driver 87 91 428
on the input shaft. Place the tip of the dial gauge on the input shaft bearing. Fit a drill on the tool and "run" the gearbox so that the bearings settle into position. First run 20 revolutions and then zero the gauge. Lift and run a further 20 revolutions and note the gauge reading (or until the reading has stabilized). Measure the end float. It should be 0.09-0.15 mm. (Axial float will decrease to 0.04-0.11 mm when the output shaft bearing is adjusted to the correct pretension.) Adjust with shims under the bearing support as necessary. Shims are available in dimensions 0.10, 0.15 and 0.30 mm.
|
|
| • |
Thicker shims=increase play
|
| • |
Thinner shims=reduce play
Shims are available in dimensions 0.10; 0.15; 0.30 mm
|
||||||||||
| 25. |
When adjusting axial play on input shaft:
Undo and remove the 4 screws from the bearing support. Refit the bearing support together with the correct package of shims and tighten alternately. Tightening torque 38 Nm (28 lbf ft)Check play again. Remove the three tools. |
|
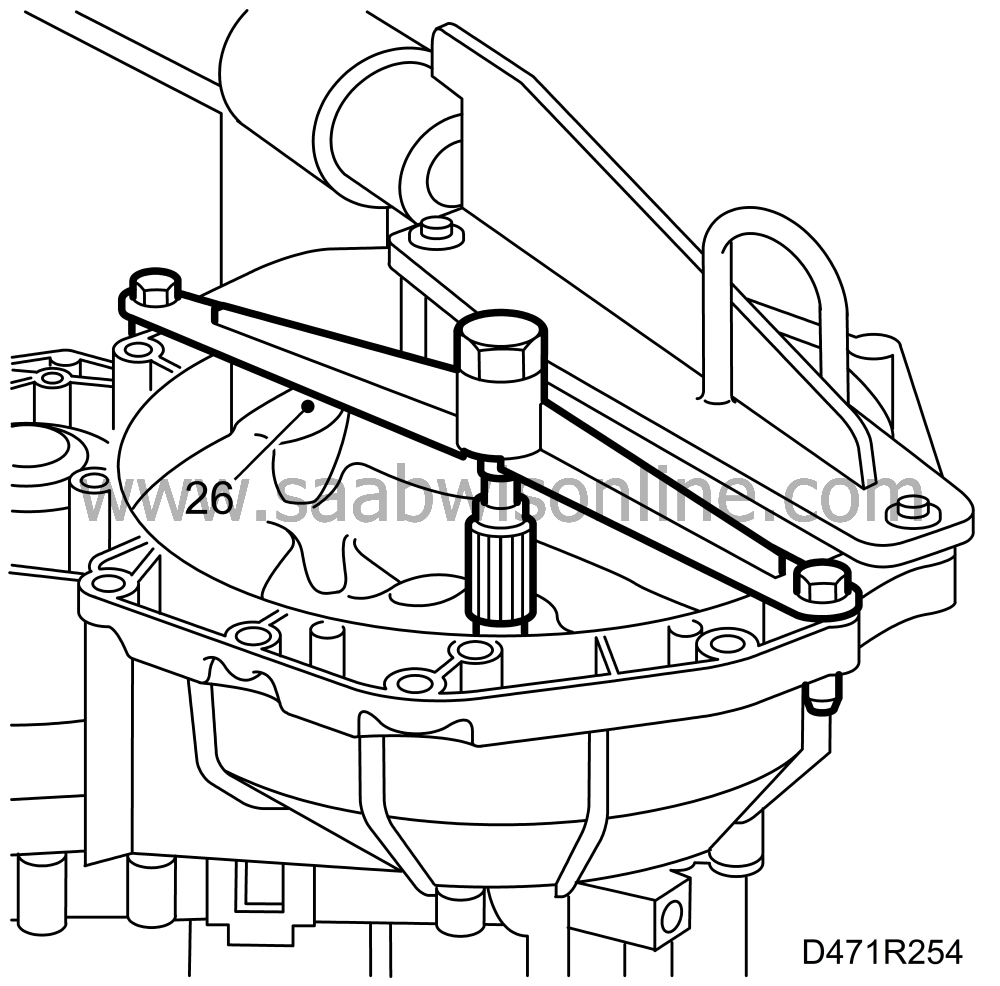
| 26. |
Fit tool 87 92 517
as support for the input shaft when the 5th gear synchromesh hub is tapped down.
|
|
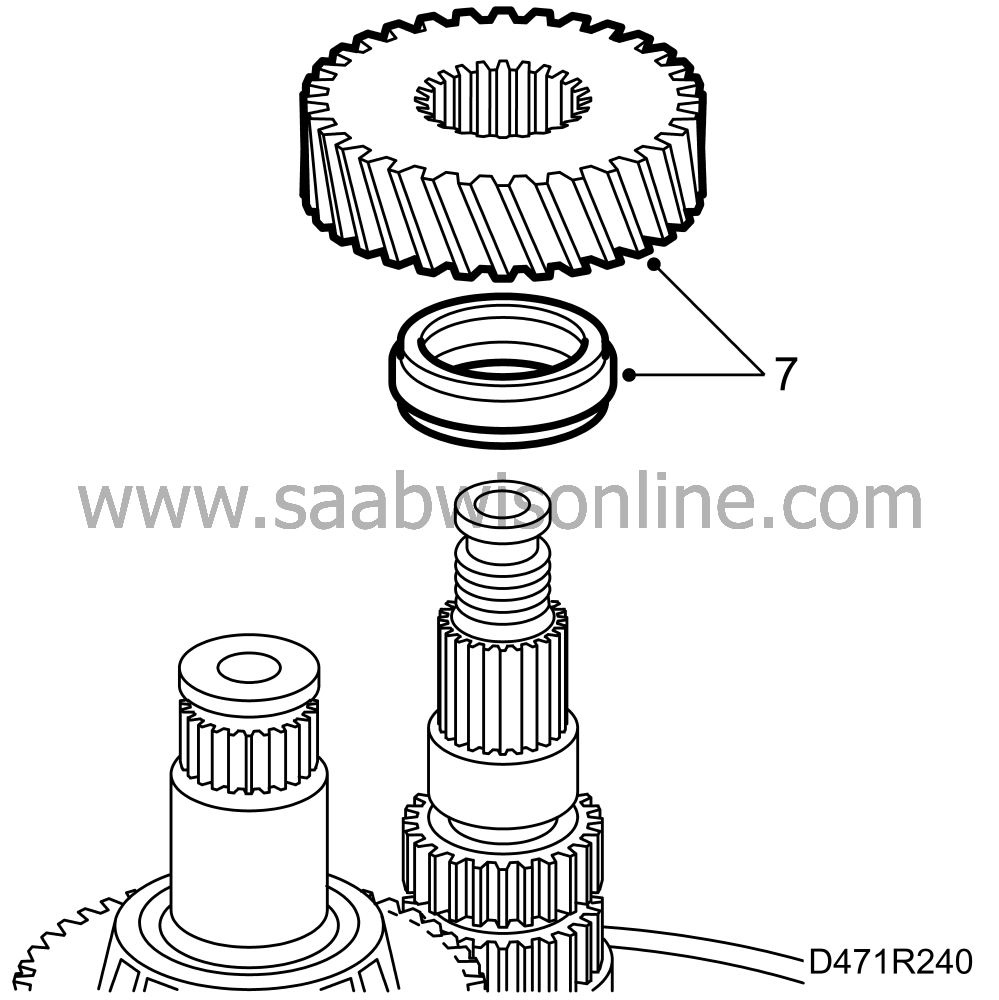
| 27. |
Fit the 5th pinion with needle bearing. Lubricate the bearing.
|
|
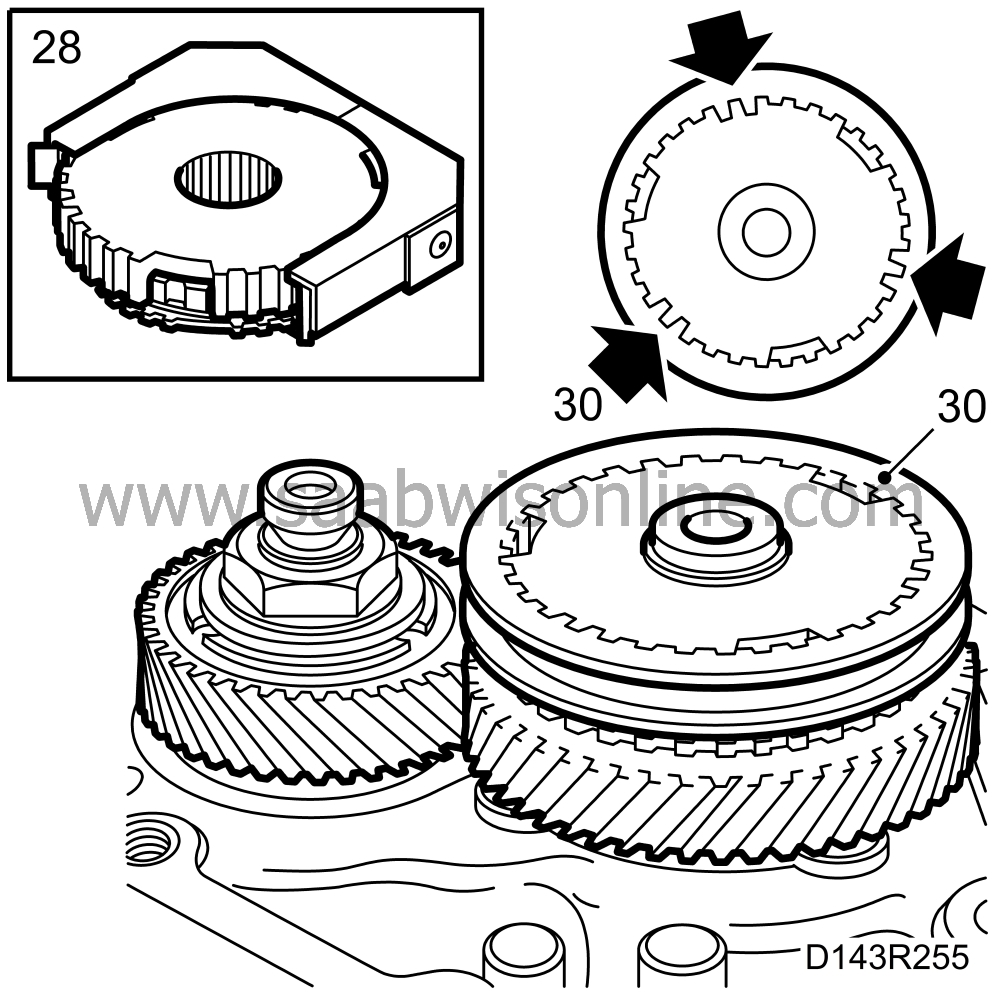
| 28. |
Assemble the wire ring, the 3 leaf springs, the baulk ring and the hub with assembly fixture 87 92 582.
Tap the hub down with assembly ring 78 41 067
onto the splines of the input shaft.
|
|
| 29. |
Remove assembly fixture 87 92 582
.
|
|
| 30. |
Fit the 5th synchromesh sleeve with the tip angles down.
|
|
| 31. |
Remove support 87 92 517.
|
|
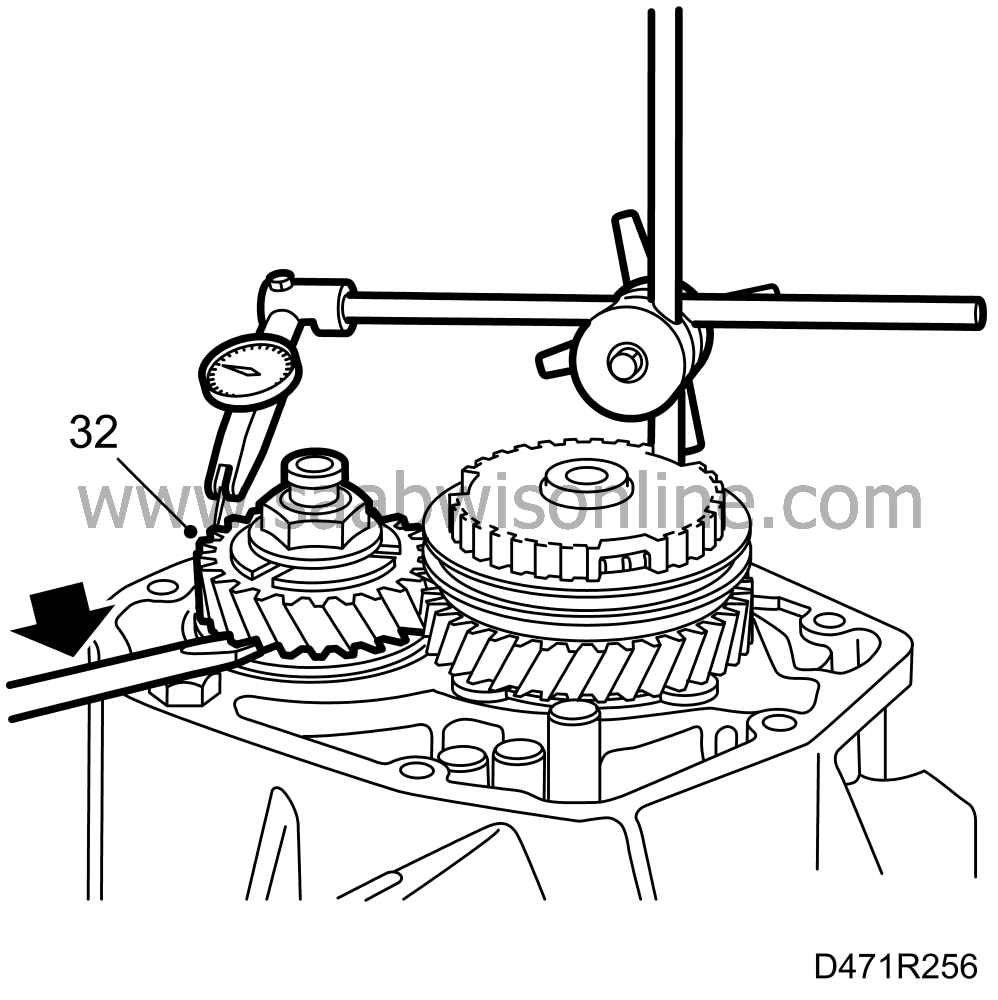
| 32. |
Fit the dial gauge, kit 87 92 194
against the gear wheel with stand 87 90 727.
Engage 1st gear and press down the 5th gear synchromesh sleeve so that the gearbox "locks". Tighten the nut and measure in turns with the dial indicator until the end play of the output shaft is 0.06 ± 0.05 mm. Use a short M8 on the sealing surface as a lever. Disengage 1st and 5th gears.
|
||||||||||
| 33. |
Check and adjust the preload of the differential as follows:
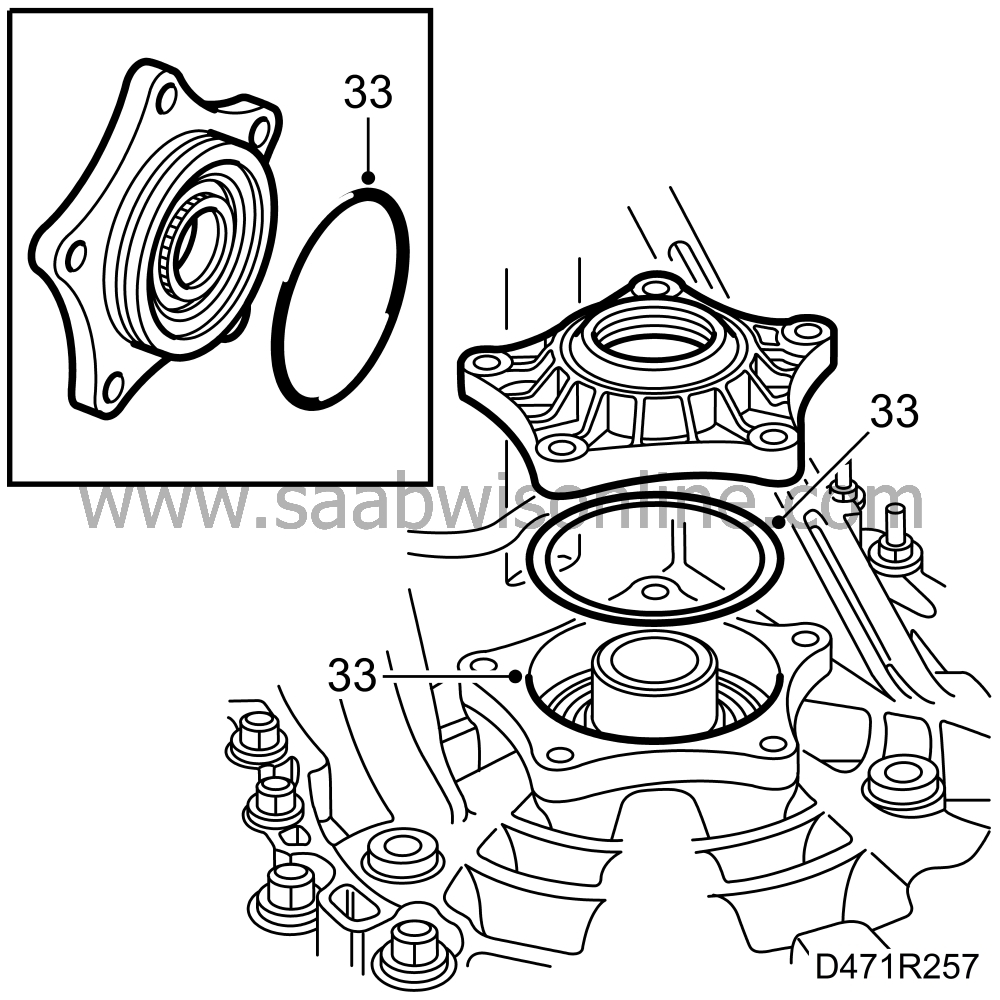
Fit ground bearing race 87 92 137
|
|
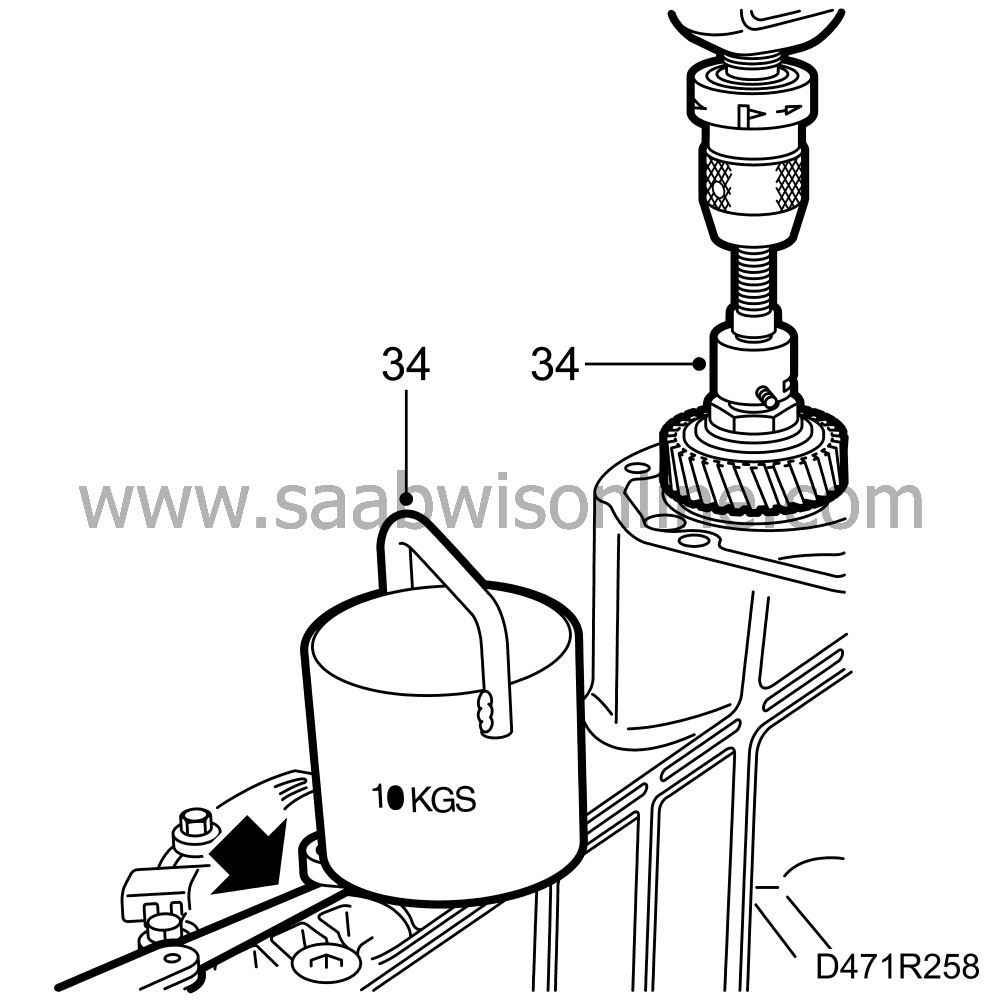
| 34. |
Place weight 87 92 095
on the bearing support. Fit driver 87 92 053
on the output shaft. Use a drill to run the differential at least 20 revolutions. Check the clearance with a feeler gauge in three places between the bearing support and the gearcase. Using the average of the three measured values, adjust the shims so that the average clearance is according to the following table:
|
|||||||||
| • |
Thicker shims=increase preload
|
| • |
Thinner shims=reduce preload
|
| • |
Shims for the differential are available in sizes 0.10, 0.15, 0.30, 0.50 mm
|
|||||||||
 Warning
Warning
| 35. |
Lift off tool weight 87 92 095, differential bearing support and ground bearing race 87 92 137.
|
||||||||||
| 36. |
Tap down the bearing race slightly, using sleeve 83 90 114
. Fit and lubricate the O-ring on the bearing support. Fit the bearing support with calculated shims package. Slightly tighten the screws and then tighten the bearing support until a nominal value of plus 0.15 mm remains.

|
||||||||||
| 37. |
Turn the gearbox so that it is in the same position as it would be in the car, i.e. horizontal.
|
|
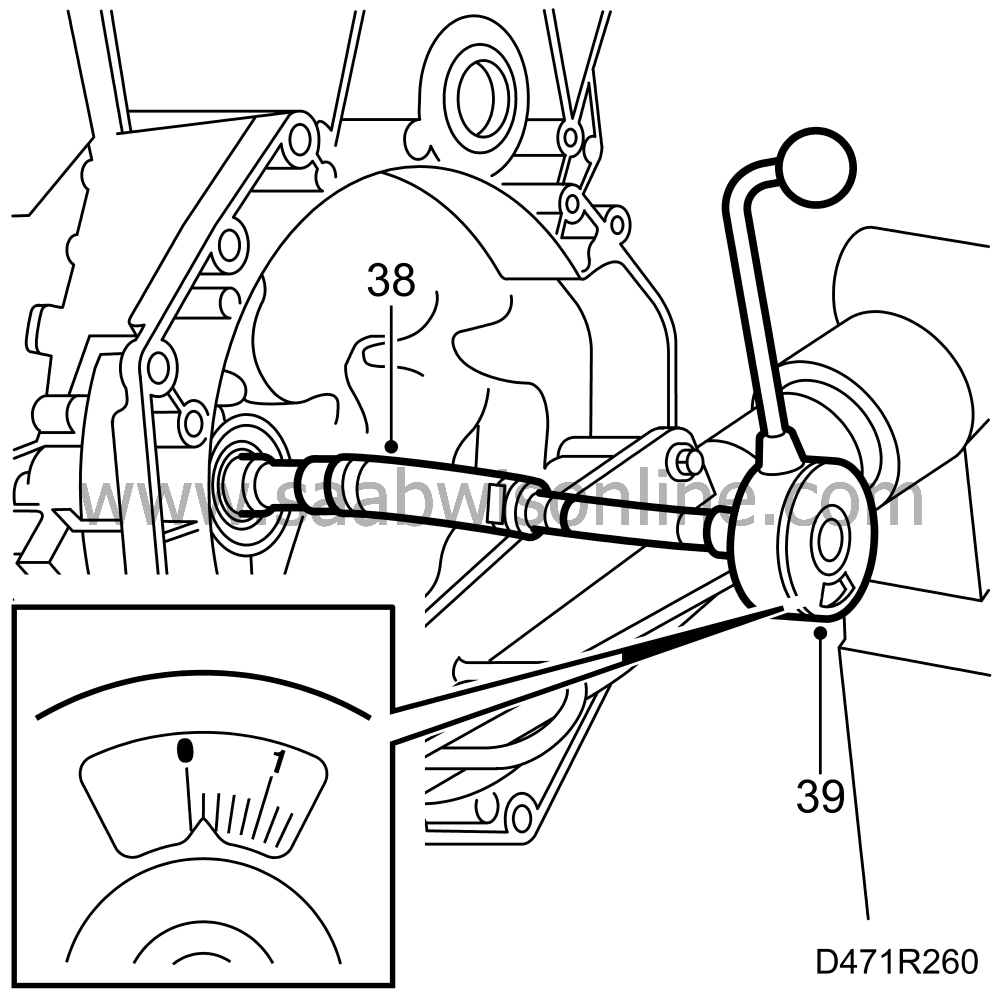
| 38. |
Fit the M8 fuel hose (approx. 100 mm long) between driver 87 91 428
and Allen socket (M8 with 1/2" drive). Check that no gear is engaged.
|
|
| 39. |
|
||||||||||
| 40. |
Connect the torque wrench (graduated in Nm) and rotate the wrench clockwise several revolutions at even speed. Read off the average value while rotating, normally 0.10-0.30 Nm.
Note the value (applies to new bearings) in the table at step 49 under “Read value, input shaft”. The value will be used for calculating the correct torque for the output shaft. If the value is greater than 0.30 Nm or if it varies greatly while rotating, either the baulk rings or dirt and cuttings in the bearing are slowing it down. Dismantle the gearbox and investigate the cause. Rotating the shaft backwards and forwards under axial load may help. The bearings must be oiled in later, however. |
|
| 41. |
Turn the gearbox back around.

|
|
| 42. |
Place the tip of the dial indicator on the axle as shown in the illustration. Fit the driver 87 92 053
on the output shaft and "run" the gearbox with a drill so that the bearings settle. Press and first run 20 revolutions and then zero the gauge. Lift and run a further 20 revolutions and note the gauge reading (or until the reading has stabilized). Remove the tool.
Note the measured value for end float and then add
the nominal value. Remove the dial indicator.
|
|||||||||
| 43. |
Engage 5th gear by pushing down the synchromesh sleeve. Engage 1st gear.
|
|
| 44. |
Remove driver 87 92 053 from the output shaft
|
|
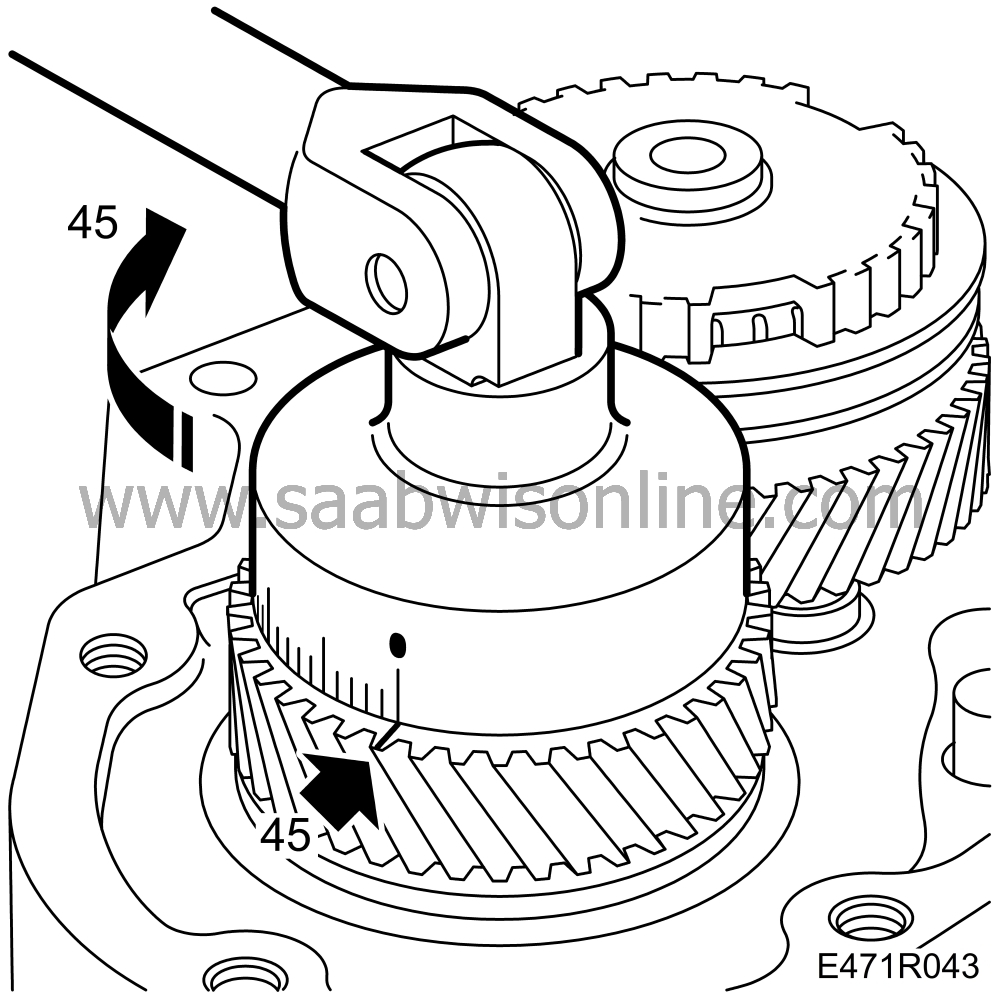
| 45. |
Fit millimetre disc 87 92 061
on the output shaft nut. Set the tool's (mm disc) scale to the calculated value (measured + nominal, see example). Each graduation corresponds to 0.01 mm. Mark a tooth on the gear wheel with a felt pen or the like.

Example: Measured value 0.43 + 0.03 (nominal value, above 5 000 km) = 0.46 mm. Only new bearings are checked using torque measurement |
|||||||||||||
| 46. |
Tighten in 2-3 stages until the zero reading (0) of the tool (mm disc) is opposite the marked tooth. Measure the end float again, as described in steps 41-45. Remove the tool and sleeve.
|
|
| • |
If old bearings are fitted to the output axle, lock the nut and continue with step 52.
|
| • |
If new bearings are fitted, do not lock the nut. Continue with next step.
|
| 47. |
Before taking a more precise measurement of the output shaft bearing preload, the following must be complied with:

Input shaft bearing (end float 0.09-0.15 mm) The differential and bearing support fitted but not tightened. Clearance between gearcase and bearing support should be nominal value plus 0.15 mm. All bearings oiled |
|
| 48. |
Turn the gearbox so that it is in the same position as it would be in the car, i.e. horizontal. Disengage 1st gear and lift off the 5th synchromesh sleeve.
|
|
| 49. |
Place the torque wrench at the 5th gear nut output shaft. No gear must be engaged. Rotate the torque wrench several turns clockwise at an even speed. Read the average value from the display during rotation.
|
|
| 50. |
The read value is the total rolling torque for the input and output shafts. To be able to set the correct rolling torque value, it must first be calculated.
Calculate the total torque as in the following example. Calculating the total torque
Tighten the nut on the output shaft two graduations on the millimetre scale of the millimetre disc 87 92 061 at a time
Average torque varies greatly : Cause: Retarding baulk rings, swarf or dirt in the bearings. Action: Dismantle the gearbox and rectify the fault. Average torque higher than 1.3 Nm: Cause: Same as above or bearings too tight Action: Dismantle the gearbox and change clamping sleeve. The bearings should then be preloaded and checked. |
|||||||||||||
| 51. |
Lock the nut
|
|
| 52. |
Turn the gearbox back around.
|
|
| 53. |
Lift off the 5th gear synchromesh sleeve and fit the 5th gear fork on the 5th gear synchromesh sleeve. Fit the fork and sleeve on the shaft as shown in the figure.

|
||||||||||
| 54. |
Tap the retention pin into the selector shaft.
|
|
| 55. |
Fit a new locking ring.
|
|
| 56. |
Tighten the screws for the differential bearing support.
Tightening torque 24 Nm (18 lbf ft) |
|
| 57. |
Remove the cover from the hole in the gearcase and fit a new gasket and the end cover.
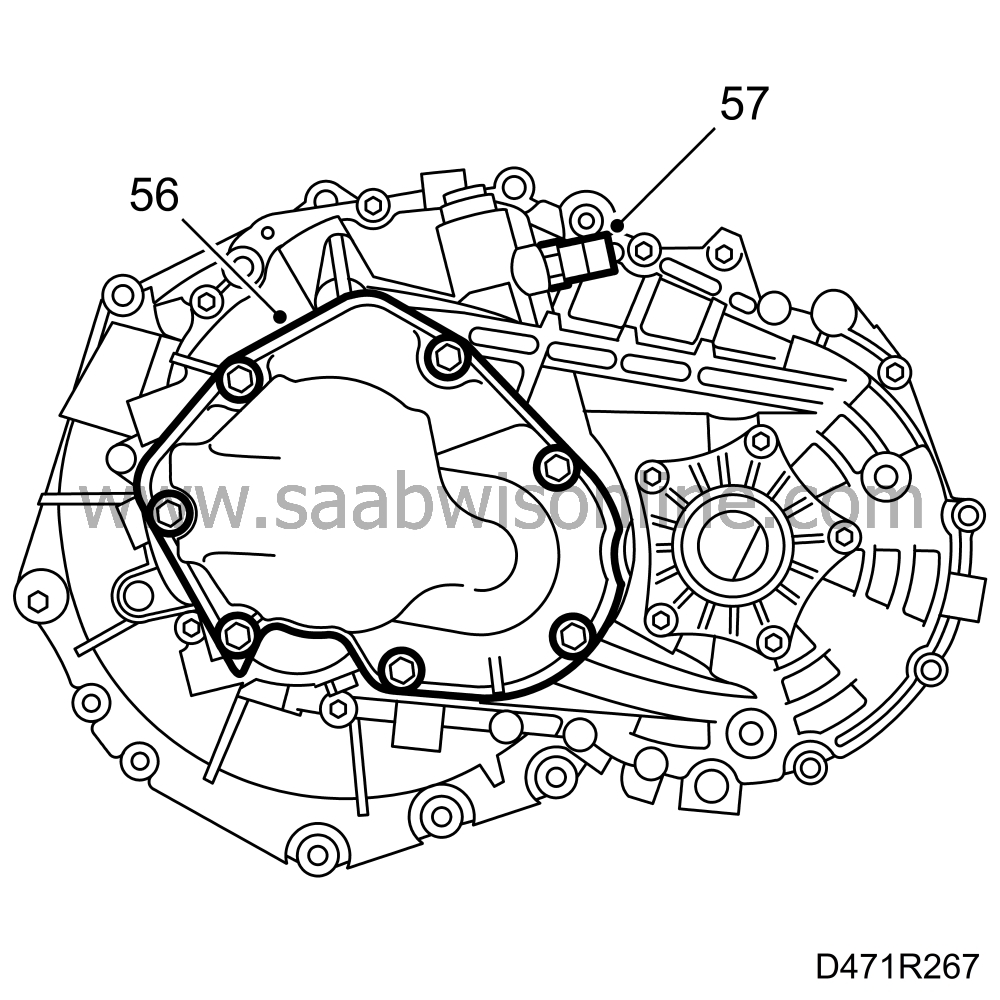
Tightening torque 24 Nm (18 lbf ft) |
|
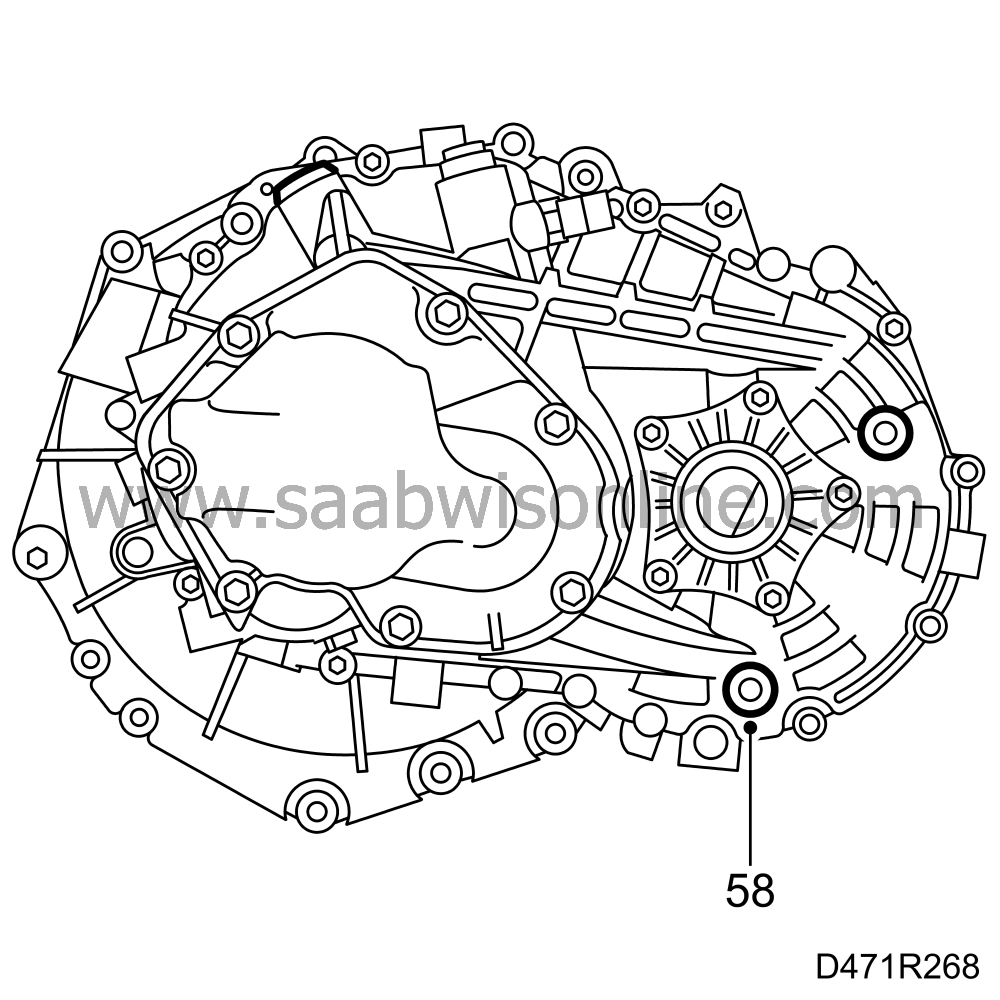
| 58. |
Refit the reversing-light switch with a new gasket.
Tightening torque 24 Nm (18 lbf ft) |
|
| 59. |
Check that the magnet is in position in the oil drain plug. Fit the plug.
Tightening torque 50 Nm (37 lbf ft) |
|
| 60. |
Lubricate the seal rings for input shaft and drive shafts.
|
|
| 61. |
Fill with oil only after fitting the drive shafts to the gearbox and fitting the gearbox in the car. Oil volume: 1.9 litres, see
.
|
|
| 62. |
Mechanical clutch: Grease the clutch plate input shaft at the bushes before assembly. Use grease having part no. 87 81 718. see
. Fit the release bearing, fork, shaft and bolt. Lubricate the support sleeve, release bearing and splines on the input shaft sparingly with grease, part no. 87 81 684.
. Tighten the bolt for the fork.
Tightening torque 25 Nm (19 lbf ft)
|
||||||||||
This project is supported by memberships and donations. If you use this site, please consider Joining SCNA and/or making a donation.
Our Friends
