Outer sill (conv.)
| Outer sill (conv.) |
| 1. |
Mount the car in an alignment bench with measuring fixture and cross-measure as necessary.
|
|
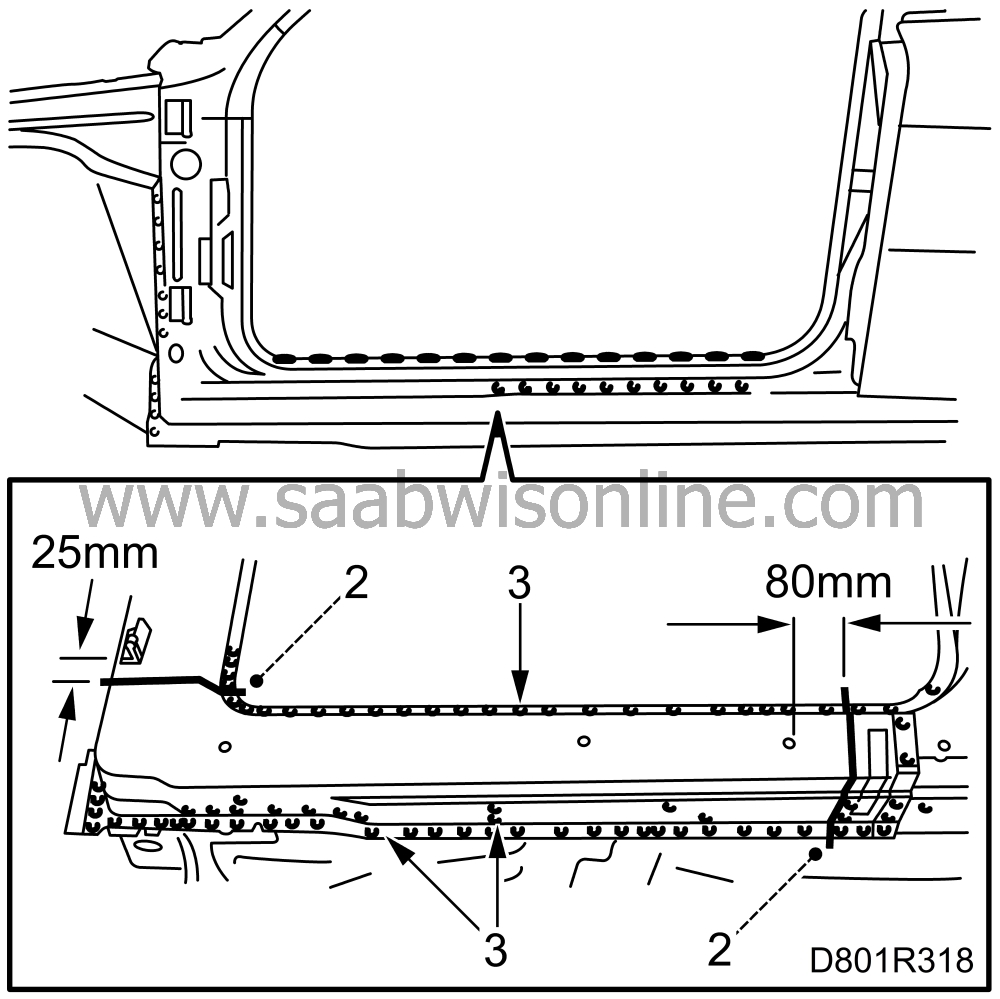
| 2. |
Cut the outer sill panel 25 mm below the hinge and 80 mm behind the hole in the sill. Make sure that underlying reinforcement is not damaged.
|
|
| 3. |
Drill out the spot welds and grind down the welds to the inner sill reinforcement.
|
|
| 4. |
Knock away the sill panel and align any deformed metalwork.
|
|
| 5. |
Roughly cut the spare part so that it will overlap the joints by a couple of centimetres.
|
|
| 6. |
Fit the new sill in place and fix it with a few welding clamps.
|
|
| 7. |
Cut through the new sill and body simultaneously so that the joints can be butt-welded.
|
|
| 8. |
Remove the sill and punch or drill holes for plug welding.
|
|
| 9. |
Grind the surfaces to be welded on the sill and the body.
|
|
| 10. |
Apply welding primer to the surfaces which are to be spot welded or plug welded. Use Teroson Zinkspray.
|
|
| 11. |
Fit the sill in place and fix it with a few welding clamps.
|
|
| 12. |
Plug weld the sill in place.
|
|
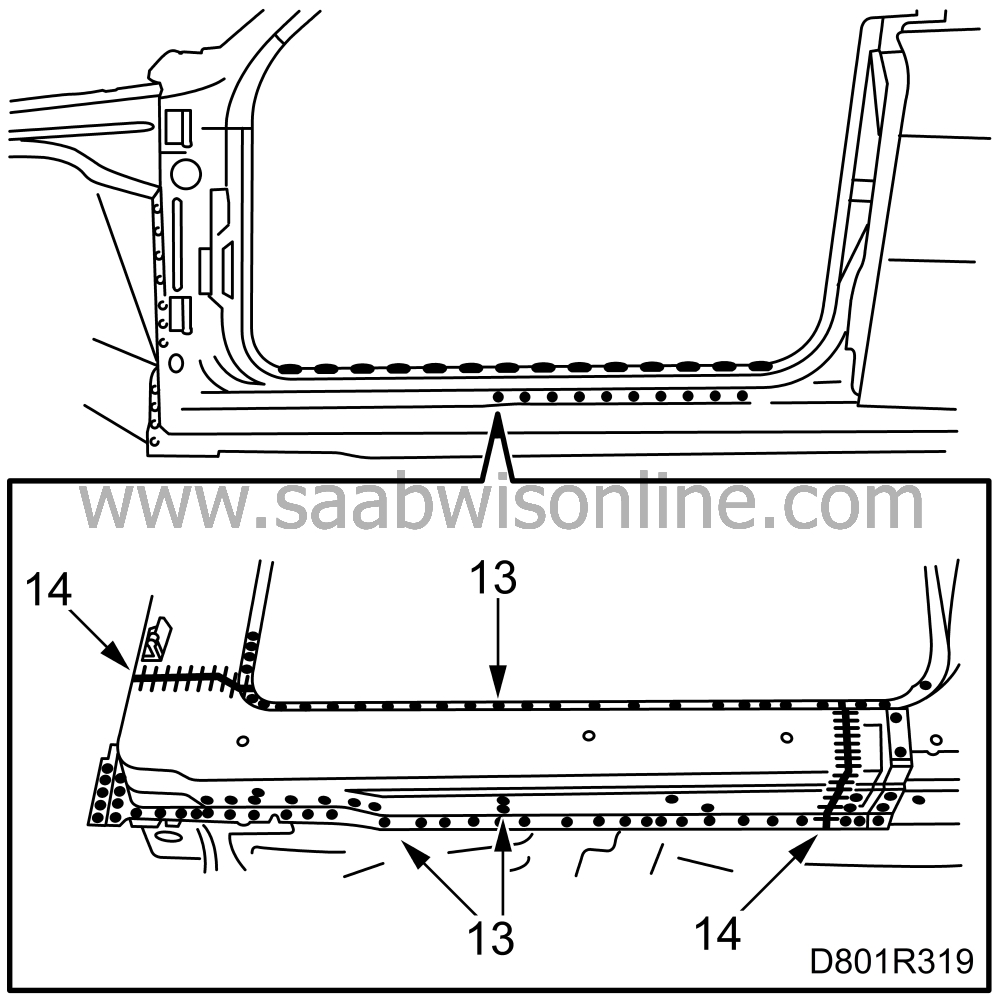
| 13. |
Spot weld the sill in place.
|
|
| 14. |
Weld the joints.
|
|
| 15. |
Grind the welds clean.
|
|
| 16. |
Wash off surplus welding primer. Welding primer makes for poorer adhesion of paint, filler and sealant.
|
|
| 17. |
Apply primer to all surfaces that have been ground clean. Use Standox 1K Füllprimer.
|
|
| 18. |
Seal joints and metal folds with putty. Use Terostat 1K-PUR.
|
|
| 19. |
Apply anti-corrosion agent to internal surfaces after painting. Use Terotex HV 400.
|
|
This project is supported by memberships and donations. If you use this site, please consider Joining SCNA and/or making a donation.
Our Friends
