Matching of pistons
| Matching of pistons |
| Important | ||
|
Pistons of different makes must not be used in the same engine. The name of the manufacturer is cast-in on the inside of the piston. |
||
Spare pistons are stocked in both standard and oversize diameters. Where the latter are used, the cylinder bore must be honed or rebored to obtain the correct piston clearance.
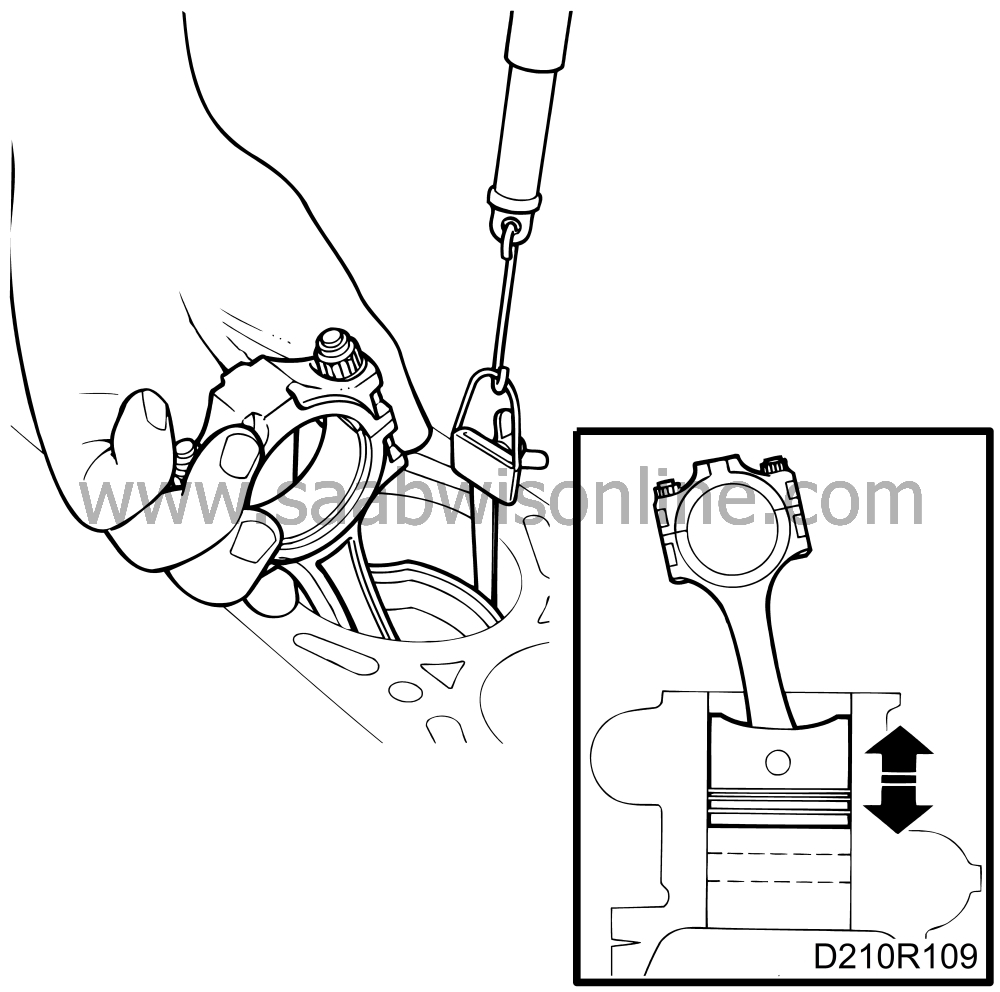
Use a 1/2" wide feeler gauge when matching pistons to the cylinders. Lightly oil the cylinder bore and fit the piston in the relevant cylinder without rings. Connect the feeler gauge to a spring balance, part No. 83 90 130, and place it between the piston and cylinder bore at right angles to the gudgeon pin. When the load is 8-12 N (1.8-2.7 lbf) then the mean clearance corresponds with the thickness of the feeler gauge. The test should be carried out at several different levels.
For piston clearances, refer to the "Technical data" section.
Example: class A cylinder and class A piston
When the piston clearances are measured in the engine by means of a 0.05 mm feeler gauge, no measurable force will be shown on the spring balance. This means that the piston clearances are greater than 0.05 mm and the cylinder bores are therefore judged to have the maximum tolerance, 90.012 mm, and to be bedded-in to a certain extent, giving a further +0.003 mm. It may then be assumed that they have a bore of 90.015 mm.If a standard class AB piston is fitted in the cylinder, the theoretical piston clearance will be 0,026-0,035 mm and this coincides fairly well with the "Clearances" in "Technical data".
When measuring piston clearances, the pistons cannot be fitted into the cylinder with a 0.05 or 0.04 mm feeler gauge.
With a 0.03 mm feeler gauge inserted the force necessary to withdraw it will be 20 N (4.6 lbf) and with a 0.02 mm feeler gauge it will be 6 N (1.4 lbf).
A piston clearance of 0.024 mm may therefore be assumed and the pistons need not be changed.
This project is supported by memberships and donations. If you use this site, please consider Joining SCNA and/or making a donation.
Our Friends
