Rocker Outer Panel Sectioning
| Rocker Outer Panel Sectioning |
| Removal Procedure |
| 1. |
Refer to
Approved Equipment for Collision Repair Warning
.
See Warning during the repair of collision damage with repair sheet metal . See Fuel/Fuel vapor Warning .
Disable the SIR system. See SIR Disabling and Enabling . |
|||||||
| 2. |
Disconnect the negative battery cable. Refer to
Battery Negative Cable Disconnection and Connection
.
|
|
| 3. |
Remove all related panels and parts.
|
|
| 4. |
It is necessary to remove the sealing and corrosion materials from the repair area.
|
|
| 5. |
Repair as much as possible of the damaged area. See
Format - Body
.
|
|
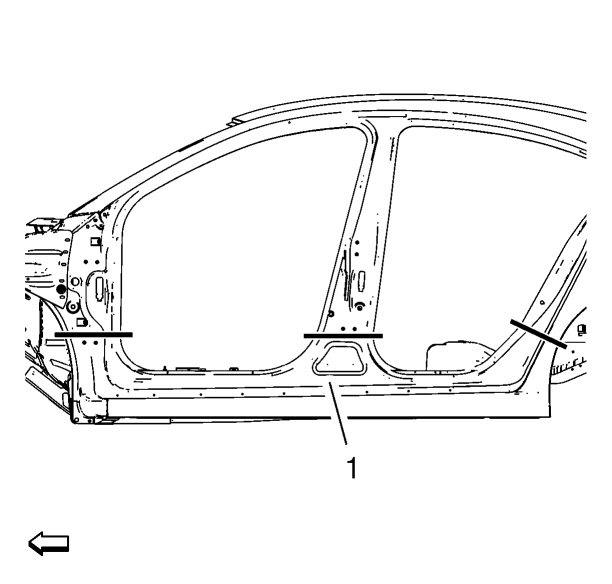
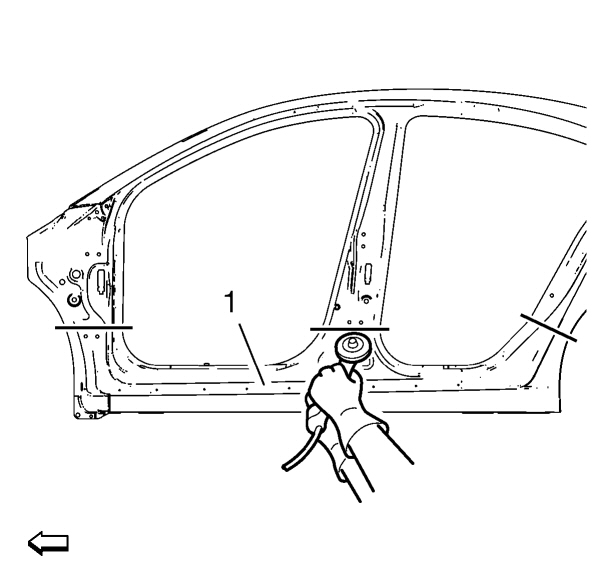
| 6. |
Cut slits in the rocker panel (1).
|
|
| 7. |
Perform additional repairs depending on how damaged the vehicle is. See
Quarter Outer Panel Sectioning
,
Front Hinge Pillar Body Sectioning
, or
B-Pillar, Sectioning - Outer
.
|
|
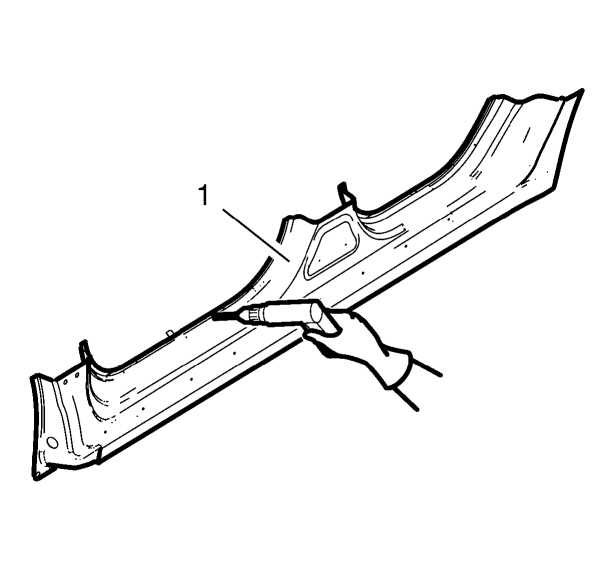
| 8. |
Cut the rocker panel (1) where the repair must be made. 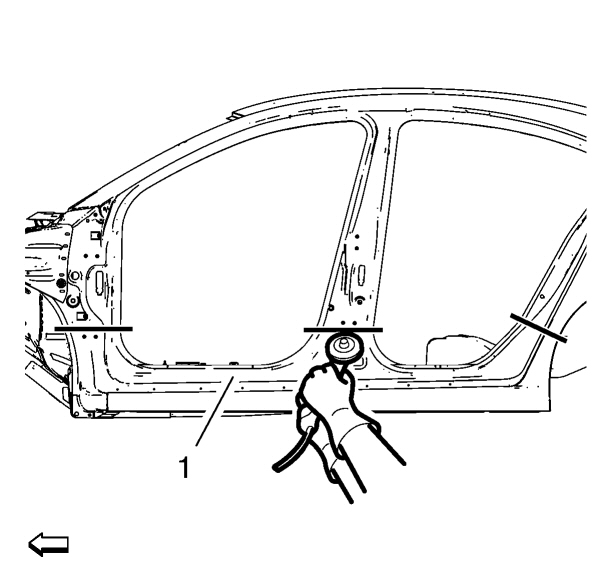
|
|||||||
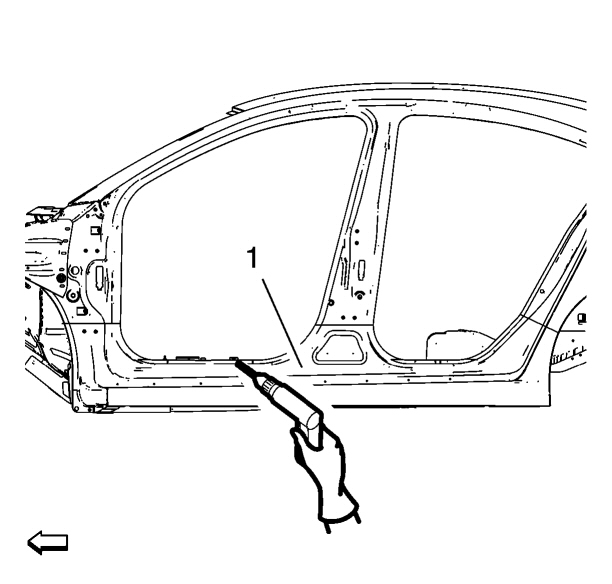
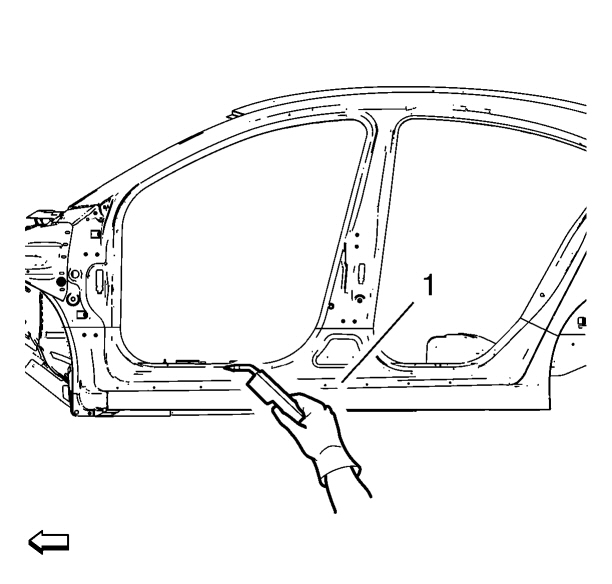
| 9. |
Locate and note all factory welds on the rocker panel (1).
|
|
| 10. |
Drill out all factory welds.
|
|
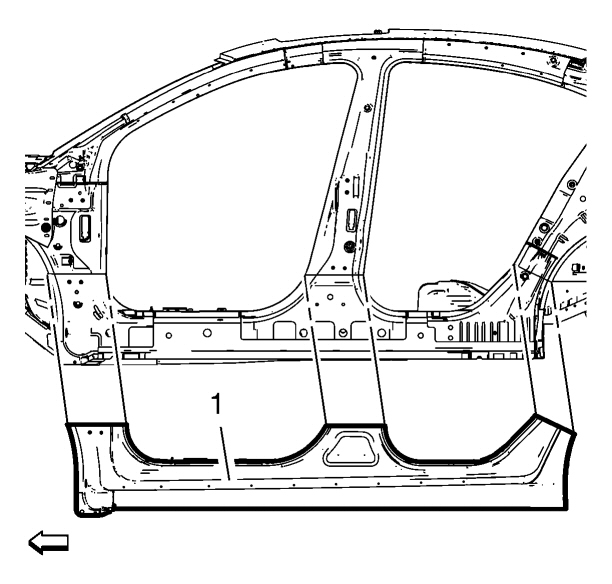
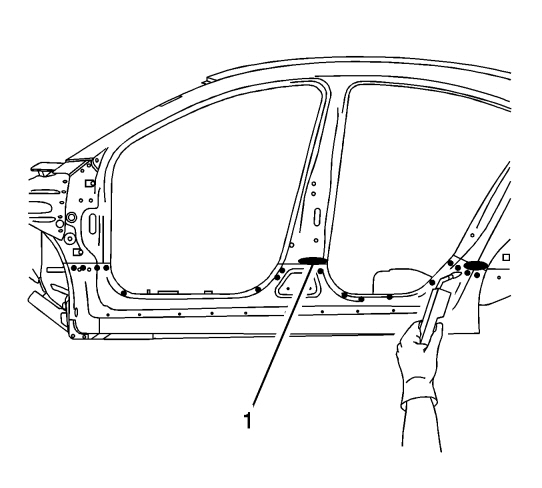
| 11. |
Remove the damaged rocker panel (1).
|
|
| Installation Procedure. |
| 1. |
Spare part (1), divide the panel with the corresponding size so that it overlaps the original panel by at least 25 mm (1 inch) on each side.
|
|
| 2. |
It is necessary to prepare all the matching surfaces.
|
|
| 3. |
Drill 8 mm (5/16 in) plug weld holes in the spare part (1). This is necessary in areas where the original panel and the spare part are to be welded together.
|
|
| 4. |
Clean and prepare the surfaces to be welded together.
|
|
| 5. |
Apply GM approved Weld - this is applied or the like on all matching surfaces.
|
|
| 6. |
Position the rocker panel (1) against the car by using the 3-dimensional measuring equipment. Clamp the part in the correct place.
|
|
| 7. |
Plug weld the rocker panel (1)
|
|
| 8. |
In order to perform the weld with a minimum heat distortion make 25 mm (1 in) stitch welds along the seam with 25 mm (1 in) gaps between. Then go back and complete the weld.
|
|
| 9. |
It is necessary to apply sealant and corrosion materials on the repaired surface.
|
|
| 10. |
Paint the repaired surface. See
Basecoat/Clearcoat Paint Systems
.
|
|
| 11. |
Refit all related panels and parts.
|
|
| 12. |
Connect the negative battery cable. Refer to
Battery Negative Cable Disconnection and Connection
.
|
|
| 13. |
Activate the SIR system. See
SIR Disabling and Enabling
.
|
|
This project is supported by memberships and donations. If you use this site, please consider Joining SCNA and/or making a donation.
Our Friends
